LESS IS MORE DISCOVER VOLTA
We don’t need many words to introduce our new Volta electric hot melt application head. For us, dots and lines are enough. That’s exactly what Volta does. Super reliable and super economical. What does the Morse code adhesive line say? Of course, it’s Volta !








3 www.foodprocessing.com.au January/February 2023 January/February 2023 contents 6 food for thought 4 Food and drink consumer demand trends for 2023 16 processing 16 The environmental benefits of aseptic filling 20 How is AI changing food production? 37 Edible tag in a biscuit 41 Axial nozzles vs tangential nozzles 43 Sweetening the drink without the sugar 32 plant & personal safety 32 Building a food safety culture 52 product development & testing 54 Sequential measurement of salt and acidity from one sample 46 packaging & labelling 47 Passionfruit antioxidant for edible food coatings
com.au/magazine This issue is available to read and download at iStockphoto.com/lisegagne 10 dairy 12 Can microrobots improve the safety of dairy products? 28 bulk handling, storage & logistics 28 Tentacle gripper can gently grasp fragile objects 31 Human–robot work interaction analysis
www.foodprocessing.
Food and drink consumer demand trends for 2023

Centred around outer space, climate change, mental performance and the overwhelmed consumer, here are four of the eight 2023 Global Food and Drink Trends that Mintel analysts believe will impact consumer demands for food and drink in 2023 and over the next few years, as well as 5+ years into the future.
1. Weatherproofing
The first consumer demand trend is predicted to be food and drink formulations that help consumers endure heatwaves, subzero temperatures and disastrous weather events.
According to Jenny Zegler, Director, Mintel Food & Drink and Mintel Global Consumer: “Adaption and resourcefulness will be the name of the game as brands innovate to help consumers deal with the harsh effects of the planet’s more dangerous weather. From polar vortexes to heatwaves, consumers will look for products that help their bodies withstand the varying temperature extremes. Food and drink innovations also will be called upon to deliver easy-to-use nutrition during catastrophic floods and other weather-related disasters. Meanwhile, the genuine demand for energy savings in 2023 will drive a newfound appreciation for the benefits of having energy-efficient food and drink on hand during extreme weather. Stronger UV rays will create demand for functional food and drink with skin health benefits, while shelf-stable formats will prove to be life-savers as brands face up to the reality of supply chain issues. Beyond mainstream needs, brands will innovate emergency food and drink for special diets, children and the elderly, while pet food brands would do well to explore how to help our beloved pets endure severe weather.”
2. Staying sharp
The second trend is food and drink formulations that help consumers optimise their mental performance at work, home and play.
“Focus and productivity are the next mental and emotional wellbeing functionalities that consumers will be seeking. Consumers will look for food and drink that influence cognitive capacity, manage stress levels and optimise brain function. Expect to see brands promoting the brain boosts available from familiar energising ingredients, such as plant-based ingredients like fruits, vegetables and legumes, and caffeine (in moderation). But research will be needed to prove to consumers that the range of natural and functional ingredients from B vitamins
to nootropics deliver on their cognitive health promises. New research and patents related to the gut–brain axis will create opportunities to highlight how the digestive health benefits of pro, pre and postbiotics support cognitive health. These science-backed advancements will enable fibre-rich foods such as produce to shine,” Zegler said.
3. Outer space
As Earth endures more chaos, the next trend is that space will become a source of optimism, innovation and connection.
“In the not-too-distant future, space will become less whimsical and more tangible. Centring around escapism, the food and drink market will take inspiration from space-inspired technologies and earthly innovations from space travel findings — think lunar minerals and zero-gravity dining. The undiscovered novelty of outer space will have a particularly unsullied charm for Gen Z, who are disillusioned with the world as it is, but brands should also consider the inspirational role space will have in Gen Alpha’s lives. New technologies, including resource-efficient agriculture and powdered protein, will come to light, giving food and drink brands a wider variety of spaceinspired themes. Astronauts require food and drink solutions that can facilitate multiyear missions into deep space and these breakthroughs may well prove useful on Earth,” Zegler said.
4. Minimalist messaging
The final trend in the top four is clear and simple communication from food manufacturers to consumers who are fatigued by information overload.
“When it comes to brands communicating with customers, clarity and simplicity will prove to be a winning formula. Communication will be streamlined to the essential selling points as consumers seek brands that focus on their advantages on pack — and save storytelling for websites, social media and marketing. Products with clean designs that highlight natural ingredients and key health benefits will satisfy shoppers who are looking to escape information overload. Over the next decade, expect to see consumers rely on more virtual solutions to inspire, educate and affirm their purchases. Brands will share information on eCommerce sites to ensure their stories and benefits reach consumers who rely on their smart assistants, smart refrigerators or eventually curated shops in the metaverse to filter out items that do not meet their preset preferences,” Zegler said.
4 www.foodprocessing.com.au January/February 2023
iStock.com/lithiumcloud
Food and beverage plants use heat and energy in just about every stage of processing. Most of the heat and energy used is in the form of hot water or steam.
Hot water can be used to warm ingredients to aid mixing and blending while steam generated from hot water is used to scald, cook or sterilise food. Vast amounts of hot water is also used to clean processing equipment at the end of the shift.
Containers, bottles and jars are cleaned or heated with hot water or steam before packing. Typically, all this water
is heated with gas burners or electrical heaters and represents a sizable portion of the total energy consumed by food and beverage plants.

Another large user of energy in such plants are the air compressors. Compressed air is vital in food and beverage processing and is used in: *fermentation, filling and capping *pneumatic conveying *mixing *sorting *air knives
*peeling
*drying *forming, and *packaging
Even with the most efficient compressors, over 90% of the input electrical energy is converted as compression heat

which needs to be removed from the plant room and essentially wasted. Imagine if this wasted heat from your compressors could be put to good use to help you heat hot water for your processing plant. Well Atlas Copco has been doing this very thing for over half a century!

We can supply Energy Recovery options for just about every air compressor in our range from 30 kW to 900 kW and beyond. With our oil-free air compressors, we can recover up to 105% of electrical energy input in the form of hot water up to 90 Deg C to offset the energy input needed to heat water for your food and beverage processing.

Contact us today to learn how much energy you can recover.


Use your energy twice with Atlas Copco’s Energy Recovery Systems
1800 023 469
Atlas Copco Compressors
thought
Chocolate facility to be built in India
The Barry Callebaut Group is building a third manufacturing facility in India. The chocolate and compound factory will be located in the Ghiloth industrial area, in the city of Neemrana, about 120 km southwest of Delhi. Upon completion of the factory, India will become Barry Callebaut’s largest chocolate-producing market in the Asia–Pacific region.

Since the opening of its first Chocolate Academy Centre in Mumbai in 2007, Barry Callebaut has continuously invested in the Indian chocolate and cocoa market — it now operates two factories in Baramati. With this third facility, the company’s total investment in India is projected to exceed $77 million.
The new facility will cover a total of 20,000 m2 and is scheduled to be operational in 2024. It will include assembly lines capable of manufacturing chocolate and compound in different delivery formats, catering to the various needs of its international food manufacturers, local confectioneries and semi-industrial bakers and patisseries. The facility will also house a warehouse and a research & development laboratory.
Inquiry into food security in Australia
On 26 October 2022, the Australian Parliament’s Agriculture Committee commenced an inquiry into food security in Australia.
Committee Chair Meryl Swanson said that food security was a growing issue nationally and internationally, with population growth, war, weather and climate all posing risks to the availability and accessibility of food.
The Committee will examine ways to strengthen and safeguard food security in Australia. In particular, it will focus on local food production and the impact of supply chain distribution on the cost and availability of food.
The Committee is also interested in exploring the impact of climate change on food production in Australia. Swanson said that, “while climate change poses a continual risk to farmers, the Committee is keen to see how agricultural producers are adapting and innovating in response to these climate challenges”.
Getting the right formula for front-of-pack nutrition labels

Kerry has launched a tool that is designed to support manufacturers in optimising the nutritional profile of products while being aware of the various front-of-pack regulations.
The KerryNutri Guide can measure food and beverages across a range of front-of-pack nutrition labelling systems and guide the user to a better score.

The online tool is designed to support brands in navigating through the introduction of various rules and regulations, such as taxes and restrictions on products that are high in fat, sugar and salt. It measures the impact of a product that is packaged and ready for the end consumer by calculating energy, saturated fat, sugar, fibre, protein and salt content using data entered by the user. The nutrient score of each input is then displayed, showing areas that are close to or exceeding a regulatory or dietary threshold, and identifying areas for reformulation and innovation.
Speaking on the launch of the product, Albert McQuaid, Global Chief Science and Technology Officer at Kerry, said that the increase in nutrition restrictions and tax implementations is the most significant in history. Over 40 countries use front-ofpack nutrition labels, which may be challenging for companies with products across multiple markets.
“It can be incredibly challenging for companies who sell products into multiple countries to understand exactly how these labelling systems will appear on their product. Using KerryNutri Guide, we can innovate with customers to create products that meet challenges such as sugar taxes, sodium reduction targets, and comprehensive nutritional profile models,” McQuaid said.
“We have a broad range of technologies that can support reformulation as well as leading insights to support manufacturers in a challenging environment.”
As regulations vary globally, KerryNutri can provide regional insights and uses the data to replicate on-pack labels used in the European Union, the United Kingdom, Mexico, Singapore, Australia and New Zealand. It will, for example, show the HFSS score of the product for the UK market while displaying what sugar taxes apply for each region for beverages. It can also simulate which nutritional claims may be made on-pack, and whether the product is low in fat, sugar, salt or is a source of fibre or protein.
6 www.foodprocessing.com.au January/February 2023 Fo d FOR
image©iStockphoto.com
iStock.com/Surapong
Tanachotrungruang
thought
Mrs Mac’s Pie Company sold to Aus Pie Co
One of Australia’s largest pie manufacturers, Mrs Mac’s Pie Company, supplies pies, pasties and sausage rolls across Australia and New Zealand. The family-owned business that was established in 1954 has now been sold to Aus Pie Co.

Bruce Feodoroff, CEO of Aus Pie Co, said the acquisition of Mrs Mac’s will ensure the company has a bright future ahead. “We have plans to revitalise the company with further investment and improve the range, without sacrificing the flavours Australians and New Zealanders love,” he said.
Feodoroff said the food manufacturing will stay in Australia and the volume is set to increase as he has plans to export to other countries across the globe. The company’s plans also include engagement with all the current loyal and experienced staff across the business.

“We are on a mission to grow this great business and brand both locally and internationally, which is a great new story for Australian food production. We are really proud to ensure that Mrs Mac’s tradition continues, particularly as so many other food companies have moved production overseas,” Feodoroff said.
My Muscle Chef opens $55m facility in Western Sydney
My Muscle Chef has opened its new $55 million manufacturing and logistics facility in Yennora, Western Sydney.
The 10,000 m2 facility will allow the company to more than double its capacity to be able to produce over 1.2 million fresh meals every week.
Chocolate made with 30% less sugar using AI
Sugar reduction is a trend that’s here to stay as many consumers become increasingly aware of their health and wellbeing. In response, food manufacturers continue to future-proof their products by developing recipes with reduced sugar content.
Finnish dairy ingredients company Valio recently used the latest artificial intelligence (AI) technology combined with its Bettersweet product to develop a chocolate bar which is claimed to reduce sugar by up to 30% without affecting the taste.
It uses Valio’s Bettersweet milk powder, which is designed to allow manufacturers to reduce the amount of sugar used in chocolate by up to 30% and also gives them the possibilities of using the ‘Without added sugar’ claim.
The AI technology was used to analyse the tastes of chocolate lovers from around the world to develop the five-layered chocolate bar, called The Bar. Each layer is designed to have a different taste and texture that fits a different motive derived by the AI: hunger, craving, relaxation, impulse and delight. The design of the bar allows for the layers to be easily separated, and the size of each layer corresponds to the importance of each use case.
The facility will provide additional capabilities across food manufacturing, technology and logistics. It will also allow the company to expand its workforce by 20%, with the new facility having the capacity for a 600-person workforce spanning across trained chefs, food technology engineers and technicians, and quality assurance, alongside operations, finance, product development, marketing and software engineering.
Chief Executive Officer Tushar Menon said: “We are so proud of the evolution of My Muscle Chef over the past nine years. What started out in a small start-up kitchen has become a 10,000 m2 facility capable of producing and supplying over one million fresh meals to Australians across the country every week.
“I’m particularly proud that we are continuing to invest in Western Sydney, where I grew up and where I still call home, providing a wide variety of employment opportunities and career paths to the community, and boosting the local economy.”
My Muscle Chef produces fresh ready-made meals, snacks and drinks for the direct-to-consumer e-commerce and retail FMCG market. The team works with over 200 Aussie growers to supply 70 tonnes of protein and 92 tonnes of vegetables every week, which is set to grow with the opening of the new facility.
8 www.foodprocessing.com.au January/February 2023
Fo d
image©iStockphoto.com
FOR
iStock.com/Aleksandr Durnov
CCEP opens $43.7 million can line in Vic
Backed by a $43.7 million investment, Coca-Cola Europacific Partners (CCEP) Australia has opened a new can line at its production site in Moorabbin, Victoria.

The line caters for increasing demand for canned beverages, allowing CCEP to scale its local can production and deliver more beverages across Victoria, Tasmania and South Australia.
Fully operational in time for summer, the can line is able to make up to 1700 cans per minute in a variety of formats and sizes, from ‘mini’ 250 and 375 mL cans through to 500 mL packs.
Peter West, Vice President and General Manager of Australia, the Pacific and Indonesia, Coca-Cola Europacific Partners, said CCEP adopts a value-chain approach and continually assesses the entire life cycle of products to drive growth and sustainability.
“This new can line at Moorabbin allows us to make a larger range of canned beverages from across our portfolio of nonalcoholic and alcoholic brands locally in Victoria, meaning our products are closer to the end consumer. This minimises freight movements and, in turn, helps to reduce carbon emissions,” he said.
Delivering water and energy efficiencies, the can line is the most sustainable within the company’s Australian operations. It uses less water than other existing lines and is estimated to save the equivalent of six Olympic-sized swimming pools of water per year. The line is also designed to reduce the site’s energy usage by approximately 160,000 kWh each year, due to its ability to fill cans at room temperature.
Orlando Rodriguez, Vice President of Supply Chain, Australia, New Zealand and Pacific, CCEP, said, “The requirement to move product between states in a country as vast as Australia contributes to greenhouse gas emissions and reducing this is a challenging task, but it’s not impossible. Our continued investment in more efficient infrastructure at our facilities will play a role in helping us reach our net zero targets.”
The can line at Moorabbin complements CCEP’s new-look distribution centre (DC) at Mentone, which houses a $17.4 million automated storage and retrieval system (ASRS). The ASRS provides 12,000 additional pallet spaces to support the increased can production and the efficient dispatch of product orders in Australia’s southern states.
Harvest B opens plant-based meat ingredient facility in Sydney
Australia’s plant-based meat manufacturers will now be able to locally source ingredients thanks to the opening of Harvest B’s plant-based meat ingredient manufacturing facility in Penrith on 13 December 2022.
Built with the assistance of a $1 million co-investment via the federal government’s Advanced Manufacturing Growth Centre (AMGC), the facility will initially manufacture up to 1000 metric tonnes of plant-based proteins designed for meat replacement products for both local and international consumption. The facility integrates both the R&D and advanced manufacturing capability required to produce the ingredients domestically using Australian-grown grains.
Supplied to food brands, food manufacturers and foodservice providers, Harvest B’s plant-based proteins will then be converted into food products such as sausages, patties, mince and the company’s own proprietary products.
When Harvest B co-founders Kristi Riordan and Alfred Lo set about investigating the plant-based protein market, it became apparent that there was not a single large-scale ingredient brand supplying plant proteins to Australian food manufacturers.
“It made absolutely no sense that high-quality, Australian-grown produce is shipped offshore to be processed only for us to buy it back at higher costs as finished consumer products. It became quickly evident to Harvest B that there was a significant opportunity for this value-add to be done in Australia, creating local jobs and greater export opportunities,” said Harvest B Co-founder and CEO Kristi Riordan.
The Harvest B facility in Penrith was opened by the Minister for Industry and Science, Ed Husic.

“The Albanese government is committed to revitalising Australia’s advanced manufacturing by backing companies like Harvest B. Supporting domestic capability in emerging technologies, including in areas like food production, will be a focus for the National Reconstruction Fund,” Husic said.
With co-investment support from the federal government via AMGC and industry partners, including Woolworths’ venture fund (W23), Harvest B intends to initially develop 10 different product lines with export into Southeast Asia, which is already presenting opportunities.
9 www.foodprocessing.com.au January/February 2023
New Zealand dairy industry one step closer to net zero
Fonterra and Nestlé have announced a new partnership designed to help reduce New Zealand’s on-farm emissions, including a drive to develop a commercially viable net zero carbon emissions dairy farm.
Over a five-year project, the farm, run with co-partner Dairy Trust Taranaki, will examine all aspects of farm operations to reduce carbon with the aim of cutting emissions by 30% by mid-2027, and a 10-year ambition of reaching net zero carbon emissions.

The demonstration farm at the centre of the project is a 290 ha property surrounding Fonterra’s Whareroa site.
Lessons learned will be shared with farmers during open days, allowing them to adopt the techniques and technologies that are most appropriate for their own farms. Practices must be economically viable and practical for farmers to adopt.
Nestlé New Zealand CEO Jennifer Chappell said the Taranaki farm would build on Nestlé’s work around the world to help transform the dairy industry.
“Dairy is our single biggest ingredient, and our vision is that the future for dairy can be net zero,” Chappell said.
The opt-in pilot will start with around 50 farms and then be scaled up over the next three years.
Danone milk formula certified carbon neutral
Danone has announced that its New Zealand milk formula, Karicare, has achieved carbon neutral certification for its Karicare Gold Plus+ Organic and Karicare Gold Plus+ A2 Protein Milk product ranges. Certification is provided by the Carbon Trust, an independent certifying body, against the globally recognised PAS 2060 standard for carbon neutrality. These two products in the range are the first to be certified as part of the company’s ambition for the entire Karicare portfolio to be carbon neutral by 2030.

The certification follows a rigorous product lifecycle evaluation covering sourcing, production and distribution. Danone has also recently completed a range of actions at its spray drying facility in Balclutha on New Zealand’s South Island, where the base powder for products is produced. Part of the company’s global RE-Fuel energy excellence program to transition to resilient and renewable sources of energy, these actions include switching to 100% renewable electricity and investing in a new biomass boiler.
Saputo Dairy Australia plans to close facilities in Vic
Saputo Dairy Australia (SDA) has announced it is undertaking further consolidation initiatives intended to enhance its operational efficiency and strengthen its competitiveness.
Early next year, the dairy company plans to permanently close its Maffra, Victoria, facility. It will also scale back the activities at two other facilities by shutting down its bulk powders production area located in Leongatha, Victoria, and closing its cheese packaging area at Mil-Lel, South Australia.

Many of the impacted production and packaging functions at these three facilities will be absorbed or integrated into SDA’s other facilities. Approximately 75 employees will be impacted.
Leanne Cutts, President and Chief Operating Officer (International and Europe), Saputo Inc, said the decision was difficult to make but is designed to make the company more efficient. "These strategic steps taken to further streamline our network aim to leverage SDA’s broader manufacturing network capabilities while creating synergies to maximise the return on every litre of milk.”
The company said the changes will have minimal impact on consumers and it expects no changes to its farmer relationships, with suppliers’ milk continuing to be collected and processed across SDA’s network.
The changes will take effect in the first three months of 2023.
10 www.foodprocessing.com.au January/February 2023
NEWS
DAIRY
Stock.com/Grigorenko



30%* faster volume flow with FLOWave *individual results may vary // Discover why F&B prefer to partner with Bürkert > Measuring and controlling the volume flow of food oil quickly and exactly
Can microrobots improve the safety of dairy products?
Bovine mastitis produced by Staphylococcus aureus ( S. aureus ) can cause problems in milk quality and production due to the staphylococcal enterotoxins produced by this bacterium. This can have an economic impact on the dairy industry as the S. aureus can survive pasteurisation and thermal sterilisation processes, and the enterotoxins cannot be easily eradicated by common hygienic procedures once they are formed in dairy products.
According to FDA guidance, excessive numbers of S. aureus in raw milk or other dairy products, ie, greater than or equal to 104 colony forming units per gram (cfu g−1) indicates that the product was produced under unsanitary conditions. For this reason, efficient methods to isolate S. aureus bacteria from dairy products for removal or identification are in high demand and important for the dairy industry.
Now in research published in the journal Small , investigators have developed magnetic microrobots that can efficiently bind and isolate S. aureus.
Designed to enter hard-to-reach places within a milk production plant and operate wirelessly, the microrobots (called MagRobots) are loaded with antibodies (IgG from rabbit serum) to bind and isolate S. aureus from milk.
In the proof-of-concept study, the MagRobots were able to remove 3.42 104 cfu g−1 of S. aureus . The results indicate that the system can successfully remove S. aureus remaining after the milk has been pasteurised.
The study explained that this fuel-free removal system based on magnetic robots is specific to S. aureus bacteria and does not affect the natural milk microbiota or add toxic compounds resulting from fuel catalysis.
“This research brings microrobotics towards a new frontier: animal veterinary health and safe foods,” said corresponding author Martin Pumera, PhD, of the University of Chemistry and Technology Prague. “Microrobots, due to their size, are able to solve challenges faster than tradition technologies.”
According to the report, the system can be scaled up for industrial use in food production.

12 www.foodprocessing.com.au January/February 2023
iStock.com/dusanpetkovic DAIRY











TRUSTED PARTNER FOR ALL YOUR DAIRY INGREDIENT NEEDS sales@maxumfoods.com +61 (0)7 3246 7800 Follow us/maxumfoods Learn more at maxumfoods.com
‘Clear look’ ingredient for fermented protein beverages
Arla Foods Ingredients has developed a solution that allows the creation of fermented drinks that are both clear and high in protein.

The solution, which is based on 100% whey-based hydrolysates LacprodanHYDRO.365 and Nutrilac FO-8571, can open up new ways to give fermented protein beverages a ‘clear look’. Designed to minimise cloudiness and sedimentation, it can be used to create high-protein fermented beverages that are just as clear as alternatives without protein.
Manufacturers can use it with thermophilic cultures for fermented drinks, or mesophilic cultures for kombucha-style beverages, both of which are high in probiotics and lactose-free. They can also be produced on a standard yoghurt processing line.

Arla Foods Ingredients www.arlafoodsingredients.com/
Chickpea protein isolate
Filling machine for food and dairy processors
Synerlink has launched the Versatech modular filling machine for food and dairy processors.
Starting with a compact 2.5 by 4 m frame, the machine is expandable with standard-increment modules that come in lengths of 440, 880 or 1320 mm. The modular flexibility is combined with a centralised cabling network to offer plugand-play functionality that allows food and dairy processors to access the latest filling and packaging technologies as they become available.
The tubular frame shape, removable slats and chainless design were all included to simplify maintenance and improve hygiene safety. The enhanced ergonomics of the loading station, and simplified training and troubleshooting via the HMI, are designed to address the growing issue of operator turnover.
Synerlink is a Barry-Wehmiller Packaging Systems company. Barry-Wehmiller Australia www.barrywehmiller.com
ChickP Protein has introduced a chickpea protein isolate for plant-based ice cream. The product is designed to create a creamy mouthfeel similar to that of dairy ice cream.
In cooperation with VANIGLIA, ChickP developed a prototype of plant-based ice cream with its protein isolate. Using traditional methods to make the product, the company claims its texture is similar to dairy ice cream. The protein isolate is designed to provide important functionalities in the ice cream-making process, such as emulsion stability, prevention of icing and crystallisation, and the creation of an ideal melting profile. It provides whipping capabilities and a neutral taste suitable for merging desired flavours. Various additives such as guar gum, cellulose, derivatives and modified starches were removed from the ice cream during development, allowing for the protein to stabilise the ice cream and create a smooth texture.

DAIRY
Dairy processor on a mission to reduce emissions CASE STUDY

Global dairy company Arla Foods is on a mission to reduce carbon emissions in its operations by 63% by 2030.
It has appointed Grundfos to identify, report and achieve energy reductions across its 60 global dairy sites. So far, the pump manufacturer has assessed two-thirds of the sites and identified the opportunity to reduce total electricity consumption by 1.2%.
Grundfos also recently supplied and installed new intelligent pumps at the Arla Westbury dairy in the UK, which has helped the site achieve savings per year of 481,800 kWh energy and 194 tons CO2 for its ice and chilled water systems.
The Westbury site manufactures a range of butter products with typical production figures of around 45,000 tonnes of skim milk powder and up to 80,000 tonnes of butter per year. The site has pumps installed for chilled and iced water applications, process water feed and steam boiler feed.

For chilled and ice water, the two banks of pumps in the refrigeration plant are used for critical processes at the factory such as post pasteurisation and product handling. The original pumps installed had effectively been working for 20 years since the factory was built, were direct online and weren’t mechanically sealed. This provided challenges for the personnel at the site in terms of both frequent service and ease of maintenance.
The Grundfos team advised on the selection of intelligent pumps and controls and delivered a turnkey end-to-end system for chilled and ice water, including installation, piping and commissioning, and validation of savings. For the chilled water system this meant replacing the three old 55 kW pumps with three new NB 80-200 37 kW pumps including frequency converters. In the ice water system, the three old 22 kW pumps were replaced by three new TPE 200-70 7.5 kW pumps with built-in frequency converters.
Because of the critical production timelines at the dairy, a considerable amount of preparation was required for the installation process. As they couldn’t be without one pump of the three, for reasons of reliability, Grundfos developed an installation plan with minimal impact onsite. The new NB and TPE pumps with frequency converters — external and built-in respectively — were up and running within the 12-hour window.
According to Andy Newman, Service Specialist, Arla Foods, the new pumps have a much better design.


“Even though they still use the modulating valve, we now have pressure control behind it. Now, the pumps sequence themselves and control to set points that we can alter. We also have more monitoring capability now and we can see the power consumption of the pumps locally,” Newman said.

“Another benefit is that the plant room is easier to maintain. The floor is generally completely dry. We don’t have water spillages and there’s a lot less manual handling. This improves the work environment as well.”

Arla Westbury also now requires fewer stock items onsite, reducing costs further. For example, just two different mechanical seals need to be stocked for the pumps, if required.
With the optimisation of the chilled and ice water loops, the next project for Grundfos at Arla Westbury was updating their boiler feed pumps. The steam boilers are a part of many processes in the dairy and are critical for running the evaporators, where steam is the main part of this process. The boiler feed project with new pumps resulted in annual savings of 4096 kWh pa and 33.81 tonnes of CO2 equivalent.
Arla Foods has said that it’s committed to creating a more sustainable dairy production and now its other facilities will meet Grundfos for the energy assessment process.
“As a valued partner, we are very pleased to help Arla Foods in their energy optimisation efforts and to support them globally across their 60 dairy sites, thanks to our expertise, innovative products and solutions,” said Stéphane Simonetta, Group Executive Vice President & CEO – Industry, Grundfos. Grundfos Pumps Pty Ltd www.grundfos.com
15 www.foodprocessing.com.au January/February 2023
DAIRY
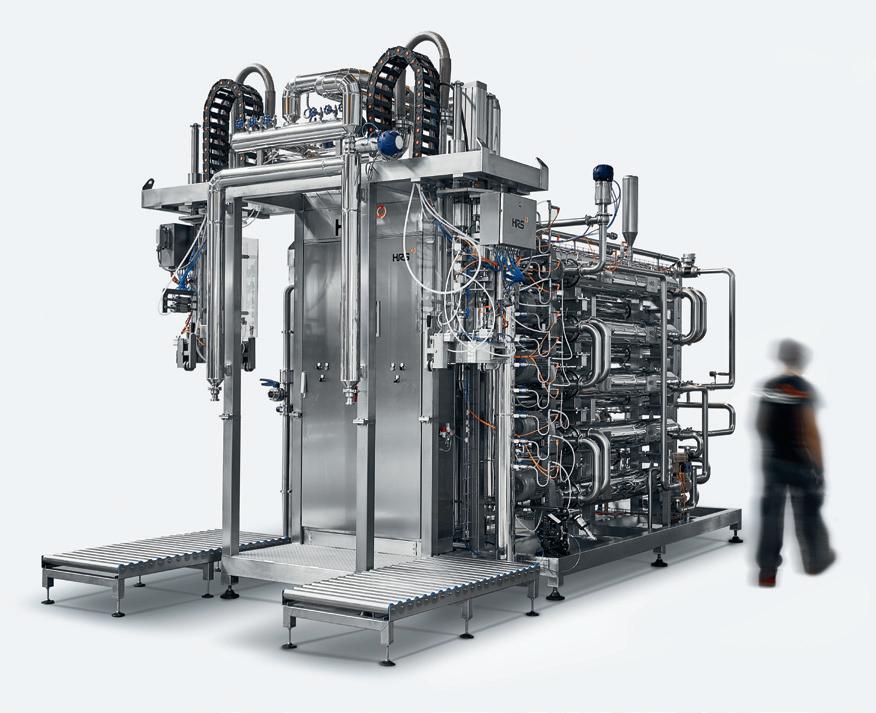
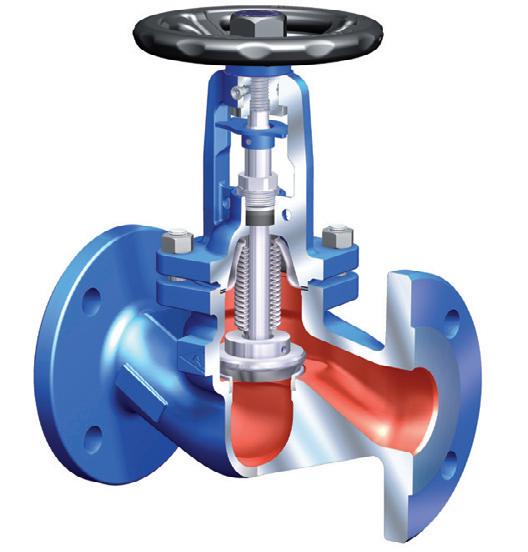
The environmental benefits of aseptic filling
Exchangers
Over the last decade or so, the benefits of aseptic filling technology compared to traditional hot filling techniques have become well-known in the food and drink sector. The benefits in terms of product quality have been well-documented and discussed. 1 However, the environmental benefits, both in terms of energy consumption and typical life cycle analysis of this packaging method, are less understood.
Anumber of Life Cycle Analysis (LCA) studies have shown that aseptic filling techniques using ultra heat treatment (UHT) systems of pasteurisation or sterilisation, which are based on heat exchangers, generally have lower environmental impacts.2,3 This is down to two main factors: the packaging used in the two different processes and the energy footprint of the process itself.
The thermal processing of food and drink products, and the production of the relevant packaging have significant environmental impacts. 2 However, despite this there have been few studies looking at the energy footprint and other environmental impacts of these processes.
Aseptic filling provides robust product quality, minimal thermal impact on the beverage, and greater bottle design

16 www.foodprocessing.com.au January/February 2023
PROCESSING
Matt Hale, International Sales & Marketing Director, HRS Heat
flexibility with the ability to use lighter weight PET bottles or cartons. In contrast, hot filling requires a higher energy requirement, has a thermal impact on the beverage itself, and has less flexibility of bottle design than aseptic filling.

Key difference between systems
In an aseptic (cold fill) system, the product is pasteurised or sterilised using UHT systems and then cooled immediately. It is then placed in the packaging which has either been pre-sterilised (or is sometimes sterilised at filling). Heat exchangers are generally used for both the heating and cooling processes, enabling efficient heat transfer and the use of heat regeneration to minimise the overall energy requirement. In these situations, “considerable energy is
saved by using the hot product’s heat to pre-heat the cold one, and vice versa”. 2
In a hot filling system, the product is pasteurised or sterilised (using heat exchangers or other thermal technologies). The packaging is then filled at a high temperature (typically between 80 and 92°C) which has the result of sterilising the packaging. The packaging is then tilted or agitated to ensure complete contact with the hot product and the temperature is maintained for a specified period, such as two minutes. After this the packing and the product are cooled. How this is done, and how soon after filling the process is carried out, depend on the product and the packaging. Typical methods include blast tunnels, falling water coolers or even cold storage.
While the initial capital investment in an aseptic system is often higher than for a comparable hot fill system, aseptic systems have lower daily operational costs (eg, less energy usage) and allow for the use of lighter weight PET bottles. As a result, the Total Cost of Ownership (TOC) of an aseptic system is lower than for a hot fill system.
Difference in packaging LCA
In practice there are many different types of packaging used in both systems, although in general terms board-based cartons and lightweight PET bottles are used with aseptic systems, while hot fill machines are associated with heavier PET bottles, glass or cans.
In an effort to accurately compare the environmental impact of both systems, some researchers compared aseptic and hot fill systems based on the production of 500 mL PET bottles of orange juice.2 Because a thicker gauge of plastic bottle is required to withstand the higher temperatures in hot filling systems, more plastic is used (in this example 24 g for hot filling versus 16 g for aseptic filling). As a result, the greenhouse gas (GHG) emissions associated with the packaging are 80.4 g CO2e per bottle for the hot fill process, compared to 61.8 g CO2e per bottle for aseptic filling — a saving of 23.1%.
Difference in energy consumption
The difference in energy consumption between the two systems due to different heat treatment, filling and cooling methods has often been ignored by researchers. One typical (and inaccurate) observation is, “the energetic matrix was assumed to be the same for all systems”.4 This is untrue, as other studies have shown that “There are several advantages to aseptic processing and packaging over traditional pasteurization. Advantages include extended shelf life [and] lower energy costs...”3
Where the energy footprint of aseptic filling has been compared to hot filling techniques,2 it has shown that, “the product treatment in hot filling appears to have higher impacts due to the higher energy requirement that occurs during the warming and the chilling phases” and, “in hot filling systems the heat of the treated product cannot be recovered”.
17 www.foodprocessing.com.au January/February 2023
iStock.com/Group4 Studio
PROCESSING
PROCESSING
Switching from hot fill to aseptic production lines is increasingly attractive, and for new lines, the arguments for adopting aseptic techniques are clear.

Some of the benefits are less clear-cut than may be supposed and vary according to the heating medium source (such as steam), as well as the electrical and compressed air consumption of different system components. However, using heat exchangers with energy recovery provides significant energy savings.
Despite these complications, using the same 500 mL PET bottles of orange juice example above, GHG emissions associated with energy consumption by the process were 31.6 g CO2e per bottle for the hot fill process, compared to 24.4 g CO2e per bottle for aseptic filling — a saving of 5.32%. While this may seem small, when applied to a theoretical production of 250 million bottles per year, this represents a saving of more than 1500 tonnes of CO2e each year.
Based on our experience of thermal processing systems around the world, at HRS we believe that the GHG impacts of hot filling technology are in fact higher than this. There are a number of different techniques used to cool product and packaging after hot filling, and not all of these are as energy efficient as the chilled-water drench described in the above study. For example, where cold rooms are used, their overall cooling efficiency is low and the electrical energy requirements are significant.
The combined effects
As energy prices around the globe rise rapidly, and the need to take action on climate change intensifies, more and more food and drink manufacturers are looking to reduce the energy costs of their production processes. Switching from hot fill to aseptic production lines is increasingly attractive, and for new lines, the arguments for adopting aseptic techniques are clear.
As the scientific studies above show, overall GHG savings of 24.9 g CO2e per bottle are possible.
1. https://www.hrs-heatexchangers.com/news/the-advantages-of-coldaseptic-filling/
2. Manfredi, M. & Vignali, G. (2014), Comparative Life Cycle Assessment of hot filling and aseptic packaging systems used for beverages. At https:// www.sciencedirect.com/science/article/abs/pii/S0260877414003860
3. Scott, D. L. (2008), UHT Processing and Aseptic Filling of Dairy Foods. At https://core.ac.uk/download/5165017.pdf
4. Garcia, H. L. (2021), Life Cycle Assessment of beverage packaging systems: A case study for Mexico. At https://tinyurl.com/23yqta8h
HRS Heat Exchangers Pty Ltd www.hrs-heatexchangers.com/anz
Aseptic filling has a lower GHG footprint than hot filling.
18 www.foodprocessing.com.au January/February 2023
The use of heat exchangers for pasteurisation and cooling as part of aseptic filling can provide energy savings.
PROCESSING
How is AI changing food production?
AI is being used to train machines to think like food scientists and create new recipes — let's see how the technology is being used at food-tech company NotCo.
Giuseppe has a taste for great food but it’s not a food blogger, a chef or anything in between — Giuseppe is one of the technologies being used to change food production at food-tech company NotCo.
With the rise of artificial intelligence (AI), machines are being trained to analyse ingredients, make recipes and consider the taste, functionality and smell of food the way a chef might. At NotCo, this looks like a platform that learns and understands the molecular composition of animal-based products and replicates it using plant-based materials.
The brand’s first three products available in Australia — NotMilk, NotBurger and NotChicken Nuggets — have been created using AI.
Matias Muchnick, CEO and co-founder of NotCo, said: “Artificial intelligence enables us to unlock a universe of 300,000 plants (the western diet comprises around 200 plants) and look for combinations humans would never think of to replicate the exact taste, texture, smell and functionality of animal products — removing animals from production.”
Giuseppe works by generating different recipes equivalent to the product NotCo wants to recreate. It then looks for matches in flavour, texture, nutrition and functionality. The product is then pushed through to the company’s chefs for testing, and they give Giuseppe feedback on the product. The research chefs test over 100 recipes a month.
The algorithm is built to get smarter as it develops and establishes the underlying patterns between molecular components in food and the human perception of taste, texture, smell and colour.
NotCo Research Manager Rodrigo Contreras said, “We nourish the algorithm with different data obtained from laboratory assays (chemical, physical, spectroscopical, chromatographic analysis, among others) to understand attributes, composition, behaviour and other properties (characterisation).
“We use different plant sources of proteins (for concentrates, isolates and texturised proteins), principally from legume sources (Fabaceae) such as chickpea, pea, and other beans; and others from certain cereal (Poaceae) sources, such as rice and wheat. All the protein sources are properly labelled in the packaging.

“This isn’t lab food. It’s food production that blends data, science, computers and real-life taste testing, bringing together software engineers, analytical scientists and chefs.”
The production time quickens with each product as the algorithm is fed information. The first of its products, NotMayo (yet to be launched in Australia), took 18 months to produce, yet one of its latest products, NotChicken Nuggets, took only two months. However, it hasn’t always been smooth sailing during product development. For example, when the first NotMilk was produced, the colour was green as the algorithm had to ‘learn’ that certain ingredients, such as dill, can alter colour.
NotCo was founded in Chile six years ago and its investors include Jeff Bezos, Roger Federer and Lewis Hamilton. The company’s AI food production format joins a range of technologies innovating the food system globally.
NotCo https://notco.com/
20 www.foodprocessing.com.au January/February 2023
iStock.com/carlosgaw












GLOBAL MACHINERY & SUPPLIES AUSTRALASIA Phone: + 61 (0)2 9969 0370 | Mobile: + 61 (0)417 690 370 | www.globalms.com.au See the VIDEO @ Tel no: +61 (02) 9969 0370 | Mike Jackson: jacko@globalms.com.au Vacuum Tumblers from 200 to 10,000 Litres 200 and 300 Litre Trolleys Hygiene Entry Equipment Scales for 200 and 300 litre Trolleys backsaver.com.au Brine Mixers from 200 to 3000 litres
PROCESSING
Stainless steel panel PC

Backplane Systems Technology presents Aplex’s AEx-915AP, which is a 15″ stainless steel panel PC powered by an Intel 6th Gen. Core i3/ i5 Processor.
It is totally IP66 Grade with M12 waterproof connectors, allowing the panel PC to endure tough conditions where there is humidity, water and dust. It can also withstand harsh environmental conditions, as it has an operating temperature of -20~60°C. In terms of I/O, it supports two x USB 2.0, LAN, VGA, etc. Furthermore, the panel PC also supports an expansion slot (1x Mini-PCIe) for extended functionality.
It has a stainless steel chassis with a full flat bezel, allowing the PC to be deployed in a variety of settings. It also supports a VESA mount.
Backplane Systems Technology Pty Ltd www.backplane.com.au
Pilot mixer
SPX FLOW, Inc. has unveiled the APV Flex-Mix Pilot Mixer, which enables food and beverage customers to test smallscale pilot batches of low- to high-viscosity product samples using just a single unit.
The unit can be bought or rented by users to conduct tests at their own facilities, including developing recipes for everything from infant formula, ice cream and plant-based products to dressings, sauces and high-protein yoghurts. The in-house tests give users a better sense of whether products and recipes can be replicated on a bigger scale. In addition, by conducting the tests on a smaller scale, users can avoid shutting down their production lines for a long time.
The pilot mixer is also suitable for small-scale production or craft producers looking to make a variety of products in small batches. The pilot mixer has a compact, ergonomic design, which is easy to move and requires just one operator.
The mixer is also designed to help users cut costs and reduce waste. By conducting the tests in their own facilities, users won’t have to pay to travel or ship raw materials to a different laboratory. And since the batch size is small, there can be less waste during the testing phase.
Equipped with all the features of a full-size mixer, including heating jackets, agitators, scrapers and semi-automation systems, the pilot mixer can incorporate mixing, direct heating and jacket heating/cooling.
A single pilot mixer also enables users to test three different types of mixing techniques available in the full-scale APV FlexMix series:
Atmospheric mixing: For low-viscosity products like ice-cream mix and recombined dairy products. It uses internal recirculation and scales up to the Flex-Mix Liquiverter mixer.

Vacuum-mixing: For low-viscosity products like infant formula and plant-based products. It uses external recirculation and scales up to the Flex-Mix Instant mixer.

All-in-one mixing with or without vacuum or heating: For medium- and high-viscous products like processed cheese and meat products. It uses internal recirculation and scales up to the Flex-Mix Multiverter mixer.
The Flex-Mix Pilot Mixer can test a variety of ingredients, including liquids, dry powders, soluble pastes, coarse grinds and solids.
SPX FLOW TECHNOLOGY AUSTRALIA PTY LTD www.spxflow.com

22 www.foodprocessing.com.au January/February 2023
CASE STUDY
Smart chocolate factory to be built
Swiss chocolate wafer maker Kägi Söhne is working with Bühler to build a smart factory by 2024.
The development of the smart factory began back in 2019 when Kägi and Bühler teams conducted a Performance Assessment Workshop to discover where improvements could be made in the production process of manufacturing the Kägi chocolate wafer.
“Our vision is to produce the perfect Kägi every day, whether it is 30°C in summer or -10°C in winter,” said Pascal Grin, Chief Operating Officer, Kägi Söhne AG.
According to Grin, the goal was to continue to ensure a high level of quality in their products without interruption and with fewer rejections.
One of the team’s first actions was to connect most of Kägi’s production to the Bühler Insights platform, a digital tool that connects devices, operational metrics and analytics. The tool increased the level of transparency on process and machine data.
Judith Spreitzer, Project Manager, Bühler Services, said: “Connecting Kägi to the Bühler Insights platform creates unique transparency on process and machine data. From raw materials, to baking and filling of wafer sheets, and to
chocolate coating, data can now be recorded, analysed and interpreted at any time.”

All process-relevant data and KPIs for each production step are visualised via dashboards. This allows operators to see how well the respective process is performing and take the necessary action when needed. This results in higher performance and optimisation of processes, and Kägi expects to see an overall equipment effectiveness (OEE) increase of 5 to 8%.

“We are already using the data in real time and our employees can react immediately to fluctuations in quality, thus preventing unplanned downtime. For us, this leads to cost savings and an uncomplicated overview of the process,” Grin said.
By connecting processes, devices and data, Bühler Insights can support users in addressing key issues related to sustainability, such as measuring environmental impacts.
Based on the outcome of the workshop and product tests in the Bühler Wafer Innovation Centre, Kägi invested in a fully automatic BM-W 180-H batter mixing plant, a SWAKT-80 wafer baking oven and a fully automatic WIS-EAGLE In-Line wafer sheet inspection system.
Buhler AG Australia NZ www.buhlergroup.com

23 www.foodprocessing.com.au January/February 2023
PROCESSING
PROCESSING
Fryer
FPS and Allan have collaborated to develop the FPS Allan fryers, which are suitable for snack and nut processing applications.


Developed using frying and thermal transfer technology, the fryers use a versatile cooking oil heat exchanger. The fuel-efficient heat exchangers have the ability to turn down and continue running with almost no load to enable versatility in product and processing parameters.
The fryers also provide a captive zone for the product which is designed to ensure passage through the fryer with no product loss. This helps maintain minimum oil volume, enabling high oil turnover and minimum oil degradation, and CIP for sanitation.
Other features include oil filtration systems that continuously filter full flow and a by-pass filter for extrafine contaminant removal.









Food Processing Systems www.foodprocessingsystems. com.au




Meat measurement technology

MEQ Probe has launched MEQ LIVE, a technology that allows breeders, farmers, feedlot operators and sale yards to measure the meat quality and yield of a live animal while reducing carbon emissions within the industry.

Using proprietary technology, the product determines the marbling and yield measures in cattle, providing the beef industry with the data needed to realise the value with minimal environmental impact. It has been refined in partnership with beef producer Harmony Fine Foods, where the technology has been in use over the past several months.
The product captures marbling and yield data in living animals through machine learning technology to predict how much value an individual animal will bring. The data may be used to fine-tune feeding programs to optimise for the best eating quality and increase profits, select prime cattle for breeding programs and understand how animals’ genetics drive future profitability. In turn, beef processors and brand owners may harness this data to forecast sales, optimise consistency and drive greater proof points to underpin their brands.
MEQ LIVE can be used to complement the MEQ Probe, which is used by to verify meat-eating quality from carcasses during the production process.
MEQ Probe www.meqprobe.com/
24 www.foodprocessing.com.au January/February 2023
CASE STUDY
Central vacuum stations for beef packaging lines
German-based The Tönnies Group’s cuts of beef are vacuumpacked in thermoforming and shrink-wrap machines. The process is now more efficient thanks to a renovation at its facilities where Atlas Copco variable-speed vacuum pumps are now used to create vacuum conditions at two central stations.

Previously, The Group slaughtered and butchered cattle and pigs at the same time on behalf of its other companies. It has now invested around 85 million euro in its new ‘bovine animal competence center’ in Badbergen, Lower Saxony. The slaughtering, butchering and finishing processes are based on the latest cooling technology, machine-based butchering and automated picking and shipping lines. Several hundred tons of meat leave the site every day and 95% of the animal — practically everything — is used.
“The cuts weigh between 1.5 and 9 kilograms after butchering,” explained Waldemar Metzger, Technical Manager of Tönnies Beef GmbH & Co. KG in Badbergen.
The cuts are then vacuum-packed for various customers using several packaging lines in the halls which have seven thermoforming roller machines and two robot-operated shrinkwrap packaging machines. Atlas Copco vacuum pumps are used in the systems to vacuum pack the tubular/shrink bags and thermoformed plastic trays, and to keep the meat fresh. They work in two stations and supply forming, low and fine vacuums.
The thermoforming machines are supplied by vacuum station 1. There are four Atlas Copco GHS 585 VSD+ variablespeed, oil-injected screw vacuum pumps that evacuate the air up to 40 mbar (absolute), as well as four small boosters that lower the pressure even further to 3 mbar. One of the screw pumps supplies the forming vacuum for the thermoforming roller machines, which only require around 100 to 150 mbar for the forming process. The other vacuum pumps in this station are connected to the boosters.
One of the pumps is redundant at any given time: this is also the case in the second vacuum station, which comprises five GHS 730 VSD+ pumps that remove the air from the shrink bags at the Cryovac lines.
Central vacuum station 1 comprises four variable-speed screw vacuum pumps of the type GHS 585 VSD+ and five boosters.
“The size of the cuts of meat is automatically detected by our systems,” Metzger said.
“The packaging machines then automatically insert the cuts of meat into the tubular bags, which are cut to the correct size under a vacuum bell.”
Under the hood, all ambient air is then evacuated in two stages until the pressure is around 3 mbar (fine vacuum).
“With the forming vacuum — or thermoforming vacuum, as it’s also called — the plastic tray is formed by cutting the foil roll,” Metzger said.
After filling the shell with smaller pieces of meat, it is then ‘wed’ to the cover film: the tool closes and seals the packaging airtight at 3 to 5 mbar using the fine vacuum.
Sorting machines assign the individual trays and tubular bags to larger boxes, which are then used to pick custom boxes for customer orders. Efficient speed regulation reduces energy requirements by a third or more.
“As far as technology is concerned, being able to vary the speed of the GHS vacuum pumps is essential to us and saves energy,” Metzger said. “Compared to fixed-speed machines, you can reliably cut down energy requirements by around a third — perhaps even by half, depending on the diversity factor.”
The controls on the vacuum pumps have a user-friendly plain text display, which also indicates the running hours and maintenance intervals. Since the Atlas Copco pumps can be connected directly to an exhaust system, it was possible to use air-cooled pumps.

According to the manufacturer, this improves the climate of the room; it is no longer necessary to have the additional room cooling that is often required when using central vacuum systems.
The project was implemented onsite by Oliver Hornberg, Managing Director of Eugen Theis Vakuumtechnik, which was sold to Atlas Copco in 2021. Atlas Copco Compressors Australia www.atlascopco.com.au
25 www.foodprocessing.com.au January/February 2023
PROCESSING
Oliver Hornberg (left), Managing Director at Eugen Theis Vakuumtechnik in Werther, with Waldemar Metzger, Technical Manager at Tönnies Beef.
Horizontal motion conveying technology
FastBack 4.0 is the latest horizontal motion conveying technology from Heat and Control.

Since its introduction in 1995, FastBack conveyors have provided benefits to the food processing markets such as near zero breakage and product damage, no loss of coatings or seasonings, reduced sanitation and associated downtime, and quiet, smooth and trouble-free operation.




The latest version retains all the benefits of the previous model, and includes: instant reversing capability, trouble-free – no preventive maintenance, no lubrication; no flexures, no linear bearings, no bushings; long design life; high pressure washdown capability; fewer moving parts (by 70%); easy maintenance — only two wrench sizes needed for all operations — 13 and 17 mm; and small footprint for both ease of installation and ease of sanitation.
FastBack 4.0 is a circular to linear drive horizontal motion conveyor, a new solution in horizontal motion conveying. A key design feature is a rotational (circular) drive motion that produces a horizontal (linear) motion. The circular to linear drive efficiency converts rotational motion into pure horizontal motion while also supporting the vertical weight of the pan.
Heat and Control teamed up with industrial bearing manufacturer SKF (AB SKF) to develop the patented design for the product.
It is smaller and thinner to fit in a wide variety of locations, reverses instantly giving more control over product handling and has an ultra-quiet 70 db range. There are no pinch points or moving arms to cover and to protect, which further improves the working environment, and it provides high travel rates.

FastBack 4.0 was launched at the Pack Expo International 2022 in Chicago, USA in October. The FastBack 4.0 (100) is the first of future releases of FastBack 4.0 drive design and capacity options/sizes and will be on display next at the Interpack 2023 tradeshow in Dusseldorf, Germany. Heat and Control Pty Ltd www.heatandcontrol.com

26 www.foodprocessing.com.au January/February 2023 Call 13 78 72 or SpecialtyGasSales@supagas.com.au to enquire For All Your MAP Gases and Dry Ice Needs For Food Packaging • SupaMap • Dry Ice • Carbon Dioxide • SupaMix PROCESSING
CASE STUDY
Soft drink maker cuts mixing time
Faced with a tight construction time frame, a soft drink manufacturer asked Alfa Laval to select equipment for a new mixing processing line. After analysing the shearsensitive syrup formulation and testing mixing equipment under actual operating conditions at its Fluid Handling Application & Innovation Centre, it was found that the Alfa Laval Rotary Jet Mixer delivered good performance compared with conventional agitators.
Installing the right equipment ensured more uptime, higher productivity and yields, and sustainable cost savings. The centre determined the Rotary Jet Mixer reduced mixing time from 20 minutes using its conventional agitators to just two minutes while ensuring the formulation’s structural integrity.



“Using the right equipment and components boosts productivity, reduces costs and enhances your sustainability profile,” said Murat Boztepe, Global Beverage Industry Manager, Alfa Laval.


27 www.foodprocessing.com.au January/February 2023
PROCESSING
www.alfalaval.com.au
Alfa Laval Pty Ltd
Tentacle gripper can gently grasp fragile objects BULK HANDLING,
If you’ve ever played the claw game at an arcade, you know how hard it is to grab and hold onto objects using robotics grippers. Imagine how much more nerve-wracking that game would be if, instead of plush stuffed animals, you were trying to grab a fragile piece of endangered coral or a priceless artefact from a sunken ship.
Most of today’s robotic grippers rely on embedded sensors, complex feedback loops or advanced machine learning algorithms, combined with the skill of the operator, to grasp fragile or irregularly shaped objects. But researchers from the Harvard John A. Paulson School of Engineering and Applied Sciences (SEAS) have demonstrated an easier way.
Taking inspiration from nature, they designed a new type of soft, robotic gripper that uses a collection of thin tentacles to entangle and ensnare objects, similar to how jellyfish collect stunned prey. Alone, individual tentacles, or filaments, are weak. But together, the collection of filaments can grasp and securely hold heavy and oddly shaped objects. The gripper relies on simple inflation to wrap around objects and doesn’t require sensing, planning or feedback control.
The research was published in the Proceedings of the National Academy of Sciences (PNAS).
“With this research, we wanted to reimagine how we interact with objects,” said Kaitlyn Becker, former graduate student and postdoctoral fellow at SEAS and first author of the paper. “By taking advantage of the natural compliance of soft robotics and enhancing it with a compliant structure, we designed a gripper that is greater than the sum of its parts and a grasping strategy that can adapt to a range of complex objects with minimal planning and perception.”
The gripper wrapping around a succulent. Source: Harvard Microrobotics Lab/ Harvard SEAS.

The gripper’s strength and adaptability come from its ability to entangle itself with the object it is attempting to grasp. The foot-long filaments are hollow, rubber tubes. One side of the tube has thicker rubber than the other, so when the tube is pressurised it curls.
The curls knot and entangle with each other and the object, with each entanglement increasing the strength of the hold. While the collective hold is strong, each contact is individually weak and won’t damage even the most fragile object. To release the object, the filaments are simply depressurised.
The researchers used simulations and experiments to test the efficacy of the gripper, picking up a range of objects, including various houseplants and toys. The gripper could be used in real-world applications to grasp soft fruits and vegetables for agricultural production and distribution, delicate tissue in medical settings, even irregularly shaped objects in warehouses, such as glassware.
STORAGE & LOGISTICS
28 www.foodprocessing.com.au January/February 2023
For RedMart, Singapore’s largest online grocery retailer, order fulfilment speed, reliability, accuracy, and productivity are key in delivering on customer promises, especially during the pandemic, when online visitors increased 11-fold.
Optimising capabilities through leading-edge logistics automation from Dematic, RedMart’s online fulfilment centre features robotic shuttles, ergonomic pick stations, intelligent conveying, and high-rate despatch sortation – all across five temperature zones and managed by sophisticated software, making grocery fulfilment easy, accurate, efficient and safe.

Read more and see it in action at www.dematic.com/redmart


10 times the orders, 5 times the SKUsin a smaller footprint. Online Groceries Fresh & Fast Dematic.com/redmart 02 9486 5555 info.anz@dematic.com
BULK HANDLING, STORAGE & LOGISTICS
Mixer for large volumes of beverages
The Mixquip Series 100 Side Entry Mixers are specifically designed using the high-efficiency Mixquip Hydrofoil impellers.
The mixers provide an efficient means of converting energy into fluid motion in large storage tanks. They have been used to blend 1.1 million litre wine tanks in the Riverina.
Mixquip side entry agitators are suitable for blending products of low to medium viscosity.
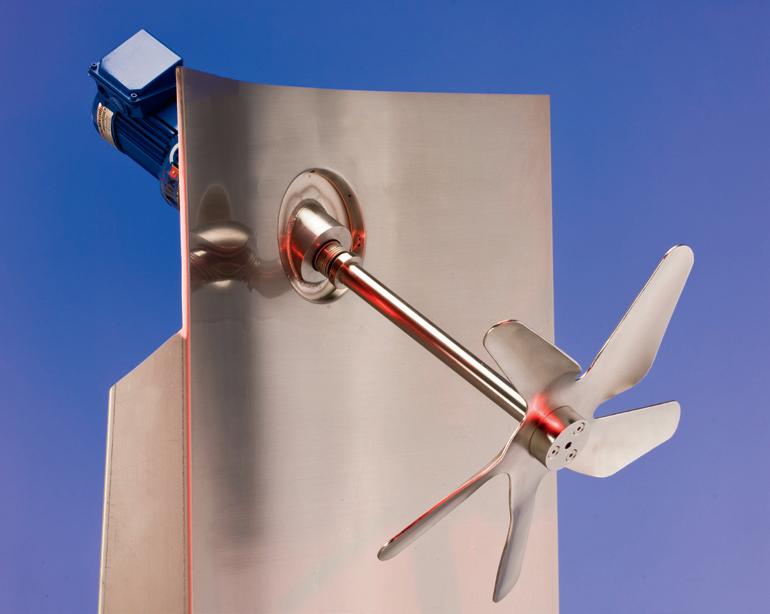
Designed to move food products and beverages away from the tank to create a uniform turnover of tank contents, Mixquip high-efficiency axial flow impellers provide maximum pumping and thrust for maximum agitation, resulting in reduced production times.
Applications include blending, solids in suspension, heat transfer (optimises refrigeration efficiency) and mass transfer.
Used in the food, beverage, wine and dairy industries across Australia, other key industries include chemical mixing, cosmetics industry, water treatment, liquid fertiliser blending, wastewater PH correction and product re suspension.
Designed and manufactured in Australia, Mixquip provides robust side entry mixer solutions. The precision cast stainless steel housing is available in both angular and straight designs. A specialised range of Mixquip profiled tank mounting flanges are available with contoured compensation flanges fabricated specifically to suit tank diameters. Mechanical seals are selected specifically for each individual application.
Mixquip provides a clean design solution, with all the wetted parts, 316 stainless as standard and positioned in wash zone of the tank or vessel.
The range is available in: Gear Driven (Low Speed), Direct Driven (High Speed) and Explosion proof motors in 415 V. Motor power (kW) and speed (rpm) are selected to suit users’ mixing needs.
Teralba Industries www.teralba.com
Bulk nut roasting lines
Napasol lines load nuts in 2000 lb (907 kg) bulk bins which move automatically from the preheating station to the pasteuriser and onto the cooler. The Roast Finish module is an optional addition that is placed between the pasteuriser and cooler.
Saturated steam applied in the pasteuriser heats the load to temperatures up to 120°C. The load is then moved to the module, which facilitates roasting temperatures of 130 to 180°C in the pasteurised load. In addition to the roasting volumes provided, energy consumption may be reduced by half in the roast finish process.
The process can result in colours and flavours designed to meet the tight specifications required for ingredients. Users may roast macadamias, pistachios, hazelnuts and almonds for both retail and industrial applications, and nuts of various sizes, including cut and nut meal, can be processed on the line. The flavouring of roasted nuts is achieved by seasoning the raw nuts before loading the product in the bins and running them through the line.
The roasting step is subsequent to a validated pasteurisation step, therefore air temperature and exposure times can be adjusted specifically to achieve targeted roasting colour, flavour and textures. As the nuts are contained in a bin, there is little mechanical damage and waste. Product changeover time may also be minimised as the nuts do not come into contact with the processing line, and bins can be cleaned offline while running the next product.
This technology is available for applications including nuts, seeds, herbs, spices and other low-moisture foods.
Napasol www.napasol.com/
Pineapple chunk cutter
The MPC 100 pineapple chunk cutter combines two processing steps in one device to produce bite-sized pineapple chunks.
The peeled and cored pineapple cylinder is placed in the tabletop device. When the lever is pulled down, the pineapple is cut into even slices that are 15 mm thick. In the next step, the pineapple slices are fed through a cutting insert with the help of a pusher. The result is pineapple chunks that are suitable for use in fruit salads or as pineapple snacks packed in portions.
The manual cutting procedure and device cleaning are both quick and easy to perform.

The pineapple chunk cutter can be combined with the manual pineapple top and tail cutter and the HGW manual grid cutter to form a manual processing line for pineapples.
KRONEN www.kronen.eu/
30 www.foodprocessing.com.au January/February 2023
Human–robot work interaction analysis
Robot trustworthiness and humans’ willingness to trust robot behaviour are vital for this working relationship. However, capturing human trust levels can be difficult due to subjectivity, a challenge researchers in the Wm Michael Barnes ’64 Department of Industrial and Systems Engineering at Texas A&M University aim to solve.
Dr Ranjana Mehta, associate professor and director of the NeuroErgonomics Lab, said her lab’s human-autonomy trust research stemmed from a series of projects on human–robot interactions in safety-critical work domains funded by the National Science Foundation (NSF).
“While our focus so far was to understand how operator states of fatigue and stress impact how humans interact with robots, trust became an important construct to study,” Mehta said. “We found that as humans get tired, they let their guards down and become more trusting of automation than they should. However, why that is the case becomes an important question to address.”
Mehta’s latest NSF-funded work, recently published in Human Factors: The Journal of the Human Factors and Ergonomics Society, focuses on understanding the brain–behaviour relationships of why and how an operator’s trusting behaviours are influenced by both human and robot factors.
Mehta also has another publication in the journal Applied Ergonomics that investigates these human and robot factors.
Using functional near-infrared spectroscopy, Mehta’s lab captured functional brain activity as operators collaborated with robots on a manufacturing task.
They found faulty robot actions decreased the operator’s trust in the robots. That distrust was associated with increased
activation of regions in the frontal, motor and visual cortices, indicating increasing workload and heightened situational awareness. Interestingly, the same distrusting behaviour was associated with the decoupling of these brain regions working together, which otherwise were well connected when the robot behaved reliably. Mehta said this decoupling was greater at higher robot autonomy levels, indicating that neural signatures of trust are influenced by the dynamics of human–autonomy teaming.
“What we found most interesting was that the neural signatures differed when we compared brain activation data across reliability conditions (manipulated using normal and faulty robot behaviour) versus operator’s trust levels (collected via surveys) in the robot,” Mehta said. “This emphasised the importance of understanding and measuring brain–behaviour relationships of trust in human–robot collaborations since perceptions of trust alone is not indicative of how operators’ trusting behaviours shape up.”
Dr Sarah Hopko ’19, lead author on both papers and recent industrial engineering doctoral student, said neural responses and perceptions of trust are both symptoms of trusting and distrusting behaviours and relay distinct information on how trust builds, breaches and repairs with different robot behaviours. She emphasised the strengths of multimodal trust metrics — neural activity, eye tracking, behavioural analysis, etc. — can reveal new perspectives that subjective responses alone cannot offer.
Mehta said the long-term goal is not to replace humans with autonomous robots but to support them by developing trust-aware autonomy agents that are supportive and empower human capabilities.
31 www.foodprocessing.com.au January/February 2023
iStock.com/Ivan Bajic
BULK HANDLING, STORAGE & LOGISTICS
PLANT & PERSONAL SAFETY
Building a food safety culture
With rising consumer awareness, ever-changing regulatory standards and emerging threats to food supply and sanitation, the conversation for food businesses is shifting from what we make to how we make what we make.
The latest discussion document P1053 Food Safety Management tools from the national food regulator Food Standards Australia New Zealand wants an improved food safety culture with foodservice, hospitality, aged care and food retail. One of the issues flagged in the document is that the rate of foodborne illness hasn’t gone down. This is alarming given that each one of us is a consumer too, and it is concerning to think if we can really trust the safety and quality of the food that we are consuming and feeding to the people we love.
It is time for businesses to think differently about the way they approach food safety and think of a sustainable way of maintaining safety standards that is not reliant on external checks but rather on their own people and systems, and is ingrained as part of who they are. This is a shorthand way of describing what ‘food safety culture’ is about.
Any organisation that succeeds in establishing a strong food safety culture not only stays clear of food safety and reputational risks, but gains respect and loyalty from employees, customers, regulators and even the society at large. In fact, their culture becomes their point of difference and elevates their overall performance as well as brand image.
Culture is how we act, not what we say Culture is commonly understood as ‘how we do things around here’. But it goes much deeper than that. ‘How we do things around here’, ie, an individual’s or group’s behaviour is driven by their traditionally held norms and strategies (habits), underlying attitudes and perceptions (how they think and feel) and underlying values (what they actually care about).
For instance, an organisation where the leaders value and reward efficiency over safety will have very different staff behaviours to an organisation where leaders value and hold people accountable to safety standards first.
Similarly, an organisation/team that promotes a culture of trust and open communication around food safety will have open conversations around safety risks and resolve issues through both top-down and bottom-up communication. On the other hand, in a team/organisation that lacks trust or engages in blame, staff will keep quiet about safety risks.
Culture goes beyond having robust food safety processes and procedures. It is reflected in the way every person on the team thinks, feels and acts in their daily job to ensure the food they produce is safe.
Key aspects of a food safety culture There are several factors that influence the development and maintenance of a food safety culture. Some of the key factors include:

1. Leadership commitment to producing safe food Culture is driven by what the leaders and managers at all levels care about, and is reflected in what they focus on in their daily work, where they invest their time and resources, and what conversations they have or don’t have with their team members. A strong food safety culture starts with the commitment of leaders and managers, to make ‘food safety’ a lived value/priority through their actions.
2. Training and establishing safety processes
To make food safety a lived value, it is key to invest in providing resources and training to ensure staff have the necessary skills, knowledge and competence to perform their jobs. Training needs to go beyond covering food safety standards and procedures using an online training module.
It needs to be incorporated as part of induction training even before an employee begins their formal responsibilities, followed up with regular refreshers/skills up-gradation in line with industry norms.
Clear and updated food safety procedures and systems need to be in place to embed the training into everyday behaviours. In the context of building a food safety culture, training also needs to include leadership development training for team managers and leaders (starting from the top) to equip them to
32 www.foodprocessing.com.au January/February 2023
Dr Douglas Powell, Andrew Thomson and Madhu Jeyakumaran
manage the invisible but powerful aspect of managing human behaviour and creating the right team culture.
3. Promoting clear and open communication
Each person’s role in maintaining the expected safety standards needs to be clearly communicated and understood by all staff along the food supply chain (from farm to the plate). In this context, it is important for managers to promote a culture of trust and open communication, rather than that of fear and blame.
People need to feel safe to ask questions, clarify expectations and speak up when something feels off or share ideas to improve safety standards. Conversations around food safety risks need to be actively promoted and encouraged as a way of adopting food safety as a shared value.
4. Safety success through shared accountability
Clearly communicating expectations around food safety requirements, setting up safety procedures and supporting employees through training and communication as outlined above sets them up for food safety success.

A key aspect of building shared accountability is establishing clear benchmarks of what success looks like and assessing performance on safety periodically. Providing personalised feedback to let team members know how they are progressing makes people want to go the extra mile and take pride in and own their safety outcomes.
This also means not tolerating wilful negligence and repeated lack of compliance, through clearly established consequence procedures.
5. Hiring, promoting and rewarding desired behaviours
Culture gets embedded by paying attention to who gets hired, promoted and rewarded within the business. By hiring and promoting people who value food safety and want to be part
of a team that takes it seriously, the organisation creates a win-win relationship. It leads to higher job satisfaction and a strong sense of purpose and belonging for the staff.
In turn, the organisation enjoys higher productivity, staff engagement and loyalty. Recognising and rewarding food safety behaviours sends a clear signal on expected behaviours and attitudes.
6. Seeking and responding to consumer feedback Consumer attitudes to food have changed significantly over the years. Today it’s a combination of factors: locally sourced, humanely produced, the nutritional value, convenience, price and safety. Seeking customer feedback is key to assessing and improving food safety standards. The best food businesses not only use social media to market their products, but they are quick to respond to safety incidents and promptly manage customer experience.
When a tree is faced with an obstacle, it simply grows around it. Nature’s way of dealing with uncertainty and obstacles is growth. In the same way, the best food businesses and retailers will use the stringent food safety laws as an opportunity to step up their game and stand out as the leader in the market.
About the authors
Dr Douglas Powell is a former professor of food safety at Kansas State University who resides in Brisbane.
Andrew Thomson is the owner of Think ST Solutions, a food consultancy that helps protect and grow food businesses through innovation and risk reduction strategies, and is a contributing writer for industry publications.
Madhu Jeyakumaran is the director of Think Stride, an HR advisory firm that specialises in helping leaders build highperforming teams and thriving cultures.
Think ST Solutions www.thinkstsolutions.com.au
PLANT & PERSONAL SAFETY
33 www.foodprocessing.com.au January/February 2023
iStock.com/Bank215
FTIR spectrometers for the food and beverage industry

JASCO provides a wide range of analytical instrumentation that is suitable for use in the food and beverage industry. Spectroscopic techniques, such as Fourier transform infrared (FT-IR), UV/Vis Raman, fluorescence and polarimetry can be used in the analysis of foods at varying stages in the production process. Some applications include quality control of raw ingredients, inspection of final products, identification of additives and adulterating agents, and analysis of packaging materials.
The FT/IR-4X is the entry-level model in the latest JASCO FTIR range (FT/IR-4/6/8X). These benchtop instruments are both powerful and compact in size. Their optics system is designed for longevity and stability with minimal maintenance required. Accessories that are compatible with the FTIR series are automatically recognised by the system. This creates a high degree of versatility for varying applications while reducing manual handling and optical alignment. Spectra Manager serves as a central module for controlling multiple instruments on a single PC. These instruments can be using the same or different techniques. The software package also has a range of analytical add-ons for application-specific requirements.
High-performance liquid chromatography (HPLC) is also a longstanding technique that is commonly used in food analysis; these instruments have a high level of customisability depending on the individual application. To address this, JASCO has a range of modules available and the expertise to provide support for instrument configurations. Bio-Strategy Pty Ltd www.bio-strategy.com

34 www.foodprocessing.com.au January/February 2023
PROCESSING
Ionizer
SMC Corporation has upgraded its range of bar- and nozzletype ionizers with IO-Link technology. The upgrade will provide users with greater control and enhanced insights into their manufacturing process and equipment status, and deliver rapid static neutralisation within 0.1 s. The compact, standalone ionizers also feature a separate controller, to optimise space and enable flexible ionizer installations.
In applications where a high level of automation is required, IO-Link provides for greater control, enabling real-time collection of data on equipment status. Equipped with detection and maintenance functions as well as LED display, the ionizer is designed to make manufacturing monitoring easier.
The IZT series of ionizers (available in four models — 40/41/42/43) work together with the IZTC41 controller from SMC, meaning that it is easily added to an existing installation, without the need for additional programming. Up to four different ionizers (bar or nozzle type) can be added to a single controller, enabling centralisation of information and a single source of control.
The series is available with two types of low-maintenance electrode cartridges — energy-saving or high-speed — delivering additional flexibility and choice for different applications. Both types are removable and replaceable for easier maintenance. With a flexible layout, offering bar length variations of between 160 and 2500 mm, and selectable air supply (right, left or both sides), the IZT bar type has good adaptability. There is a choice of brackets for both bar and nozzle types which further increases the versatility of the product.

SMC’s ionizers are designed to enable safer manufacturing processes and reduce production faults (in turn, driving down costs) by preventing electrostatic breakdown of electric parts. With their space-saving design, they can efficiently monitor the operation of nozzles and bars that have been installed in small, hard-to-reach spaces.

The ionizers are equipped with an auto-balance function, for precise and rapid ion balancing. Their intelligent air sheath structure makes use of compressed air to prevent dust from coating the emitter, meaning they require minimal maintenance.
The series features detection and maintenance functions plus LED display. The operation of the ionizer can be effectively monitored allowing any contamination of the emitter to be detected. SMC Australia | New Zealand
35 www.foodprocessing.com.au January/February 2023
PROCESSING
www.smcanz.com
PROCESSING
Stainless chassis panel PC
Backplane Systems Technology has introduced the Winmate R15IB3S-SPC369 15 ″ Intel Celeron N2930 IP69K stainless PCAP chassis panel PC. It complies with IP69K water and dust resistance to survive splashing conditions during stringent clean-up processes and strict hygiene demands such as in the food, beverage and pharmaceutical industries.
The panel PC is suitable for use in automation processes in food and beverage applications and chemical factories. The sensitive touch screen and PCAP multi-touch support enables users to key in data, rotate images, drag and drop files and zoom in with two or more fingers. It is equipped with I/O, which is assisted with M12 waterproof connectors so that the panel PC can perform in industrial conditions.

Temperature transmitter
Temperature transmitters are an important link between temperature sensors in the field and higher levels of automation and analysis in the process industries.
The iTEMP TMT31 temperature transmitter for analog 4–20 mA signals improves on its RTD transmitter predecessors with better connection technology, available in two formats. The first incorporates push-in terminals, enabling tool-free, secure field wiring in a matter of seconds. It is also available in the classic screw terminal format, with a design that makes wire terminations in the connection head easier. Corrosion-free contacts are designed to ensure maximum reliability of measured value transmission for both connection variants.

The PC can survive tough operating conditions such as temperature variations of 0–45°C. It offers Yoke or VESA mount to enable ease of installation and use.
Features include P-cap touch with flat design, SUS 316/AISI 316 stainless steel for food and chemical industries, full IP69K waterproof enclosure, a flat and easy-to-clean front surface with edge-to-edge design, I/Os, including USB 2.0, RS232 and RJ45-10/100/1000 LAN, waterproof ports with adapter cables for external connectivity, support glove or rain mode and optional optical bonding.

Backplane Systems Technology Pty Ltd www.backplane.com.au
For fast commissioning, users have the option to receive the TMT31 transmitter pre-configured from the factory or to apply custom parameterisation onsite with free configuration software, such as Endress+Hauser FieldCare or DeviceCare. These software packages run on a host of operating systems, both on laptops and tablets. The USB configuration kits required for this, such as TXU10 or Commubox FXA291, are also available as accessories.
In accordance with ATEX and CSA C/US standards, along with Pt100 and Pt1000 sensors, the TMT31 is approved for safe operation in Zone 2/Div. 2 hazardous areas (nonsparking). Additionally, the sensor adjustment parameter in the head transmitter can be modified according to CallendarVan Dusen equations (CvD) to match the connected RTD sensor characteristics, further refining the temperature measurement accuracy of the entire system.
Endress+Hauser Australia Pty Ltd www.au.endress.com
36 www.foodprocessing.com.au January/February 2023
Edible tag in a biscuit

Tags containing data are commonly used in the food industry. They range from the very basic, like stickers on fruit, to the more technologically advanced, such as radio frequency identification tags that use electromagnetic fields for the automatic identification and tracking of products. However, as the world attempts to cut back on extra packaging, the race is on to develop edible food tags that are non-toxic, don’t change the food’s flavour or appearance, and can be read without having to destroy the food itself.
Researchers from Osaka University have addressed all these issues by developing a method of using a 3D food printer to embed edible data inside food products.

In their original experiments, the researchers embedded edible tags inside biscuits. The tag, known as ‘interiqr’, can be read without having to first destroy the food and it doesn’t change the outer appearance or taste of the food.

“Many foods can now be produced using 3D printers,” explained Yamato Miyatake, lead author of the study. “We realised that the insides of edible objects such as cookies could be printed to contain patterns of empty spaces so that, when you shine a light from behind the cookie, a QR code becomes visible and can be read using a cellphone.”
In this way, a QR code that is made of biscuit is used as the tag, thereby solving any issues of taste and flavour. Even better, because all of the information is contained inside the food, the outer appearance of the cookie is completely unchanged. And because a simple backlight can be used to make the QR code visible, the information is readily available to producers, retailers and consumers at any stage of the food’s journey from factory to stomach.
“Our 3D printing method is a great example of the digital transformation of foods, which we hope will improve food traceability and safety,” said senior author of the study Kosuke Sato.



The researchers’ article, interiqr: Unobtrusive Edible Tags using Food 3D Printing, will be presented at The 35th Annual ACM Symposium on User Interface Software and Technology.

37 www.foodprocessing.com.au January/February 2023 PROCESSING
iStock.com/AaronAmat
PROCESSING
Stainless steel panel PC
Interworld Electronics has introduced the PhanTAM series of rugged, waterproof stainless steel Panel PCs from APLEX Technology. The series improves on previous stainless steel solutions, with an updated Intel 11th Gen. Core i3(Dual Core)/i5(Quad Core) BGA type processor, updated slim front frame design, special hygienic bolts on rear case, the ability to be used in landscape or portrait mode, and a waterproof antenna cover, which removes the risk of bending/breaking antennas.
Just like the ViTAM series, the PhanTAM series is designed for a wide variety of hygienic industrial applications, including food and beverage manufacturing, pharmaceutical industry and cleanrooms. The series has IP66- and IP69K-certified protection with M12 connectors.


The 304 (or optional 316) fully enclosed stainless steel chassis makes it suitable for the food and beverage manufacturing industry due to its slim design, high corrosion resistance and germ resistance, helping to prevent any bacterial contamination. The addition of new hygienic bolts with blue silicone rubber o-rings further helps to prevent water, dust and even bacteria accumulation, while still allowing for adaptability with mounting options.
The addition of waterproof antenna covers allows companies to make use of a range of antenna options (4G LTE, 5G, BT and Wi-Fi), while not having to worry about bending/breaking antennas. This further improves storage options and makes cleaning easier as well.
Features include: DC 9~36 V wide range power input; 15.6 ″ and 21.5 ″ screen sizes available; 11th Gen. Intel Core i3(Dual Core)/i5(Quad Core) Processor; supports up to 64 GB DDR4 RAM; wide temperature range: 0~50°C or -20~60°C (optional upgrade).
Interworld Electronics and Computer Industries www.ieci.com.au
Cabinet coolers
When hot weather causes the electronics inside a control cabinet to fail, the operator might choose to simply open the panel door and aim a fan at the circuit boards. The fan ends up blowing a lot of hot, humid, dirty air at the electronics and the cooling effect is minimal. If the machinery starts functioning again, the likelihood of repeated failure is great since the environment is still hot and threatens permanent damage to the circuit boards. Worse yet, that open panel door is a safety violation that presents a shock hazard to personnel.
EXAIR has a complete line of Cabinet Coolers that are suitable for PLCs, line control cabinets, CCTV cameras, modular controls, etc. They mount in minutes through an ordinary electrical knockout and have no moving parts to wear out, eliminating maintenance concerns and making them virtually impervious to hostile environments. Wastewater treatment, chemical processing, food processing, paper manufacturing, steel mills and power generation are just a few of the facilities that are suitable for the technology.
NEMA 12 (IP54) Cabinet Coolers are dust-tight and oil-tight. They are suited to general industrial environments where no liquids or corrosives are present.
NEMA 4 (IP66) Cabinet Coolers are dust-tight, oil-tight, splash-resistant and indoor/outdoor capable. They incorporate a low-pressure valve for the air exhaust, which closes and seals when not operating to maintain enclosure integrity.
NEMA 4X (IP66) Cabinet Coolers offer the same protection as NEMA 4 systems. They are available in 303SS and 316SS for food and chemical processing, pharmaceutical, foundries, heat treating and other corrosive environments.
High Temperature Cabinet Coolers for NEMA 12, 4 and 4X applications are suitable for ambient temperatures up to 93°C. They are suitable for mounting near ovens, furnaces and other hot locations.
Thermostat control to minimise compressed air use is available for all models. All EXAIR Cabinet Coolers are UL Listed and CE Compliant.
Compressed Air Australia Pty Ltd www.caasafety.com.au
38 www.foodprocessing.com.au January/February 2023
Drives for warehouse logistics

The decentralised NORDAC ON frequency inverter has been developed for horizontal conveyor technology requirements in warehousing, and its NORDAC ON+ variant can be used with IE5+ synchronous motors. It has an integrated Ethernet interface and maintenance is made simple through its compactness and its plugand-play features.
The product can be mounted directly on the geared motor. It covers lower power ranges of up to 2.2 kW and has an energy-saving function in the partial load range. The integrated Ethernet interface can integrate into automation systems using Profinet, EtherNet/IP or EtherCAT, with protocols set via parameters.
Additionally, the NORDAC FLEX SK 205E series is suitable for warehouse logistics. The compact and decentralised frequency inverter offers a wide power range of up to 22 kW.

The inverter can be used to control standard asynchronous motors, high-efficiency synchronous motors and brake motors. It can be installed close to the drive in the field or motor-mounted. Power and data cable connections are available as plugin versions. The decentralised system enables short motor and encoder cables as well as short supply cables to sensors.
Encoder feedback can be included for position-controlled transport systems. The overload capacity of this product makes dynamic movements with short start and stop times or cyclic operation possible. The integrated POSICON control enables precision in synchronous and positioning applications.
NORD Drivesystems (Aust) Pty Ltd www.nord.com


PROCESSING
PROCESSING
Design hub
Rockwell Automation is launching its FactoryTalk Design Hub to provide automation design capabilities with a more simplified way to work powered by the cloud. Suitable for teams of all sizes, skillsets and locations, it can work smarter through enhanced collaboration, improved lifecycle management and on-demand access to cloudbased software. The result is increased design productivity, faster time to market and systems that cost less to build and maintain.
The hub is designed to improve development and deployment of automation projects for industrial organisations, while adhering to the latest security standards and information technology (IT) best practices. It enables teams to access designs on demand from any web browser with software that is up to date and flexibly scales users and compute capacity to meet project workload demands.
Five core solutions are available: FactoryTalk Design Studio, a cloud-native software product built from the ground up to improve system design efficiency; FactoryTalk Optix, a new addition to the Rockwell Automation visualisation range and the first cloud-enabled HMI product to be launched within FactoryTalk Design Hub; FactoryTalk Twin Studio, an end-to-end automation design solution where users can design, program, simulate, emulate and virtually commission in one cloud environment; FactoryTalk Vault, which provides secure, cloud-native centralised storage for manufacturing design teams, with version and access control; and FactoryTalk Remote Access, which enables secure connections to equipment, allowing teams to respond to needs faster and rapidly resolve production issues from anywhere.
FactoryTalk Design Hub and its core components will all be generally available by the beginning of 2023.

Rockwell Automation Australia www.rockwellautomation.com/en-au.html
Machine vision camera
The pco.pixelfly 1.3 SWIR from PCO.Tech is a machine vision camera with an InGaAs image sensor that is IMX990-sensitive in the shortwave infrared, near infrared and visible range of the electromagnetic spectrum.
The camera is suitable for use in a variety of applications, including waste sorting, smart farming and food processing quality control, pharmaceutical and other product packaging industries.

The camera shows a good high sensitivity in the whole spectral range, with up to 90% in the shortwave infrared part. The small pixels enable the use of small magnification optics in microscopy and a low dark current for even longer exposure times. As a result, it shows high sensitivity across the entire spectral range with more than 90% in shortwave infrared.
Features include VIS & SWIR sensitivity, 400 to 1700 nm, 1280 x 1024 resolution, long exposure times due to low dark current and peak QE of 90%. The camera’s small 5 x 5 µm pixels enable the use of small magnification optics in microscopy. It measures 7 x 7 x 11.5 cm and uses a USB 3.1 Gen 1 interface.
SciTech Pty Ltd www.scitech.com.au


40 www.foodprocessing.com.au January/February 2023
Axial nozzles vs tangential nozzles
Spray nozzles are often divided into four overarching groups: full cone, hollow cone, straight jet and flat fan. Full cone and hollow cone nozzles can then be classified as tangential or axial, both differing in their suitability for each application.
The two main areas of consideration when it comes to tangential design and axial design nozzles are their installation and operation.
Installation
Axial and tangential nozzles differ in the way they are installed. An axial nozzle produces spray in the same direction in which it was screwed on, whereas a tangential nozzle produces spray at a 90-degree angle to the direction in which it was screwed on.
Operation
The way in which liquid is injected into the nozzle also differs. Liquid is injected in line with the spray direction in axial designs. In tangential nozzles, the liquid is injected at an angle to the spray direction into a whirl chamber, which creates a uniform area distribution that is evenly dispersed.

Full cone nozzles
Axial
These use a specially shaped vane placed at the nozzle inlet to give a rotational speed to the fluid flowing through the nozzle. The rotational speed of the fluid subjects water exiting the nozzle orifice to centrifugal force and opens up in the shape of a full cone. It is ideal for applications such as cleaning and surface spraying.
Tangential
This type of full cone nozzle produces a high and strong rotation of the liquid. The whirl chamber has no vane and free internal passages, which makes these nozzles less prone to clogging. A specially designed tip placed at the bottom of the nozzles increases their atomising effect. It is ideal for applications such as injection of chemical components and scrubbers.
Hollow cone nozzles
Axial
Ideal for applications such as cooling and cleaning of gas, dust and fume control, these nozzles have spiral grooves in the swirl insert that create a liquid whirlwind effect. The effect generates small uniform droplets that are absorbed faster, cool quicker and moisturise better.
Tangential
Typically used in applications such as air humidification, foam control and cooling, the nozzles are designed with an off-centre inlet combined with a 90-degree turn. These nozzles use a tangential injection of liquid into a whirling chamber to generate centrifugal forces, breaking up the liquid vein as soon as it leaves the orifice to obtain very large spray angles.
Generated by a revolving motion of the liquid, the axial design creates an even spray over a circular area. It is most suitable for higher impact applications such as cleaning and surface spraying. The tangential design works with an offset passage inside the nozzles that injects fluid into the turbulence chamber, where the centrifugal force produces a high rotation speed and generates a spray cone.
Axial cone nozzles have a uniform and precise distribution, but can be prone to clogging, whereas tangential cone nozzles have a less uniform distribution, but a high resistance to clogging.
It is important to prioritise the strengths of the nozzles based on each application and their suitability for it.
Tecpro Australia www.tecpro.com.au

41 www.foodprocessing.com.au January/February 2023 PROCESSING
PROCESSING
Air knife
The compact EXAIR Super Air Knife provides a uniform, highvolume, high-velocity sheet of laminar airflow across the entire length that is adjustable from a gentle blowing force to a hard-hitting blast of air. The energy-efficient design minimises compressed air use by entraining 40 parts room air to one part compressed air, providing an efficient way to blowoff, clean, dry or cool parts, webs or conveyors.
Designed to use only one-third of the compressed air of typical blowoffs used in cleaning, cooling and drying operations, the air knife can be instantly cycled on and off, further reducing compressed air usage and costs.
Even at high pressures of 80 psig (5.5 bar), the sound level is quiet at 69 dBA for most applications. The air knife is CE compliant and meets WorkSafe Australia and OSHA dead-end pressure and noise requirements.
Available in many lengths from 3 ″ (76 mm) up to 108″ (2743 mm), the air knife comes in a variety of materials that include aluminium, type 303 stainless steel, type 316 stainless steel and PVDF plastic.
Applications include part drying after wash, sheet cleaning in strip mills, conveyor cleaning, drying food products, cooling hot materials and parts, web drying or cleaning, environmental separation, pre-paint blowoff, bag opening/filling operations and scrap removal on converting operations.

Compressed Air Australia Pty Ltd www.caasafety.com.au

42 www.foodprocessing.com.au January/February 2023
Sweetening the drink without the sugar

Reducing the consumption of sugary drinks in remote Indigenous communities and creating business opportunities are the twin aims of University of Queensland PhD candidate Jessica Cartwright’s research.
As part of the team led by Dr Olivia Wright at the Australian Research Council Training Centre for Uniquely Australian Foods, Cartwright is working to develop a soft drink using native ingredients and less sugar.
“In Indigenous communities there are higher rates of sugarsweetened beverages consumed than compared to the rest of the country,” Cartwright said.
She said a few interventions to reduce sugar-sweetened beverage consumption in these communities have been tried and tested without addressing the root cause.
“These programs are often ineffective or not sustainable long term, so we’re coming up with an alternative approach.
“We are creating a healthier drink using native ingredients to empower communities and connect them to Country.
“Our drink has a base of Kakadu plum, and our current prototype also has a little bit of Davidson plum, but the goal is when we start to work closely with specific communities if they grow Finger lime for example, we will try to include that.
“We really want them to be able to take ownership of the drink to create an Indigenous enterprise.
“There is also the route of commercialisation down the track, but all the profits would be going to the Indigenous communities.”
Michelle On from Kiril Park Wild Harvest said as an Indigenous person, she has seen firsthand the impact of chronic
disease from poor diet and is happy to be involved with a project aiming to address the issue.
“It’s really sad to see chronic diseases affecting Indigenous people when traditional foods have so many nutritional benefits,” On said.
“I hope awareness will lead to healthier eating habits and this Kakadu plum beverage is the perfect alternative to high sugar soft drinks.
“Encouraging people to change eating habits and include more bushfoods is putting cultural foods back in a staple diet, and will not only have nutritional benefits but will boost cultural knowledge of bushfoods.”
Cartwright has found that taste is one of the most common factors that influences sugar-sweetened beverage intake, “which is why it is imperative that its acceptance is comparable to that of a regular soft drink”.
She said not only would the drink contain less sugar, but its native ingredients would ensure it was also nutritious.
“We’ve done preliminary testing and found that, because of the Kakadu plum, the drink has a lot of vitamin C,” Cartwright said.
“This is beneficial, given our consumer is remote Indigenous communities where access to fresh fruit and vegetables and the nutrients they provide can sometimes be limited, and expensive.
“Overall, I think this idea of trying to create a substitute to decrease full sugar soft drink consumption had not even been considered up until this point.
“It has been an honour co-designing this beverage with the training centre’s Indigenous partners.”
43 www.foodprocessing.com.au January/February 2023 PROCESSING
Perfect Your Products with Greater Efficiency and Innovation
From food to pharma, cosmetics to chemicals, Fluid Air is delivering big ideas that help you preserve active ingredients, accelerate production, and reduce waste — all with cost efficiency in mind.
Fluid Air is defining the next generation of spray drying technology in the food industry by creating scalable powder manufacturing solutions. Our innovative PolarDry technology utilises electrostatic charge and milder temperatures to achieve conversion, leading to large efficiency gains for your business, whether it be in high-value dairy, flavouring or essences.
What is PolarDry Electrostatic Spray Drying
PolarDry electrostatic spray drying is a low temperature drying technique that combines gas–liquid atomisation and electrostatic charge in a single-step process for conversion of liquid feed to powder.
In both traditional spray drying and in the PolarDry® process, liquid droplets are atomised and sprayed into a stream of drying gas. Then, heat is transferred from the drying gas to the liquid and the solvent is evaporated resulting in a dry, powdered material.
With PolarDry technology, spray drying has advanced to implement an electrical charge
at the drying step, and this allows efficient drying at low temperature and improves encapsulation efficiency for lipids and volatile components.
Businesses across Australia already depend on spray technology from Spraying Systems Australia.
How is Fluid Air revolutionising the process?
Our new innovation promises to enable our customers to better retain the biological activity of heat- and oxygen-sensitive products after drying, compared to more traditional methods that use extreme heat.

SPONSORED CONTENT
Lower drying temperatures during electrostatic spray drying causes less damage to the products that we make. This helps to preserve the bioactivity of heat-sensitive materials, such as microorganisms, proteins, bioactive materials, pharmaceuticals, etc.
Fluid Air’s streamlined, one-step process allows water evaporation at a significantly lower processing temperature (<90°C) and, in tandem, enables an agglomeration process to take place before particles are completely dry.
We do this by driving the water or solvent to the outer layer of the atomised droplets and the solids to the core. This in turn lowers the required evaporation temperature and
eliminates active ingredient loss, degradation, or denaturation. Harnessing the electrostatic effect, non-polar active components can be driven to the core and efficiently microencapsulated, reducing surface active losses and resulting in greatly increased encapsulation efficiency.
Unlike traditional high-heat spray drying, electrostatic spray drying takes place in an inert gas environment where oxygen is replaced by nitrogen. This expands applicability to oxygensensitive materials and not only appeals to anaerobic microorganisms, but it is extremely well suited to spray drying of oxygen-sensitive lipids and other reactive materials.
Our technology handles a variety of products ranging from microencapsulated oil emulsions, living microorganisms, bioactive proteins such as lactoferrin and immunoglobulins, other biological materials and, to a lesser degree, inorganic materials.
Normally with traditional high-heat spray drying technology there is a reduction in bioactivity after drying of biological materials, but in our electrostatic spray drying technology there is almost no loss after drying.
And when we store our products for longer period, the bioactivity is maintained.
Lastly, electrostatic spray drying also provides an efficient, one-step unit operation that surpasses other technologies within this space.
Fluid Air provides complete solid dosage solutions, so if you are handling or manufacturing powders at any scale, whether it be in fluid bed drying, agglomeration, granulation, dry blending, particle sizing, spray drying or coating, contact us today.

PolarDry PROCESS BENEFITS
• Low operating temperature allows for efficient drying of heat-sensitive materials
• Greater encapsulation efficiency for lipids and volatile components
• “All-in-one” modular equipment design features a small footprint which reduces maintenance and installation costs
• SAFE - Nitrogen Inert
• Contained, robust processing
• Inner liner makes for easy clean-up/ changeover
• Process products with low glass transition temperature (Tg)
• Recycled process gas with negligible emissions virtually eliminates regulatory issues
• Complete product line that is scalable from R&D to production-size models
• Substantially shorter process time than freeze drying
Contact us today to arrange a trial of your product at our Melbourne facility
Fluid Air’s testing facility in Melbourne has advanced analytical capabilities to support our Australian and New Zealand customers and give the best possible solutions.
Our centre is also flexible, depending on your needs. If you have any specific testing requirement we can fulfil that. In addition to drying the liquid feed into powder, we also can analyse the liquid feed before drying and the powder properties after drying. We can measure the moisture content, water activity and glass transition temperature of the powder. So give us a call and let’s talk about how we can increase your businesses efficiency.
Email: mark.condro@spray.com.au
Spraying Systems Co Pty Ltd www.spray.com.au
PACKAGING & LABELLING
Non-contact labelling technique for food produce
Result Group is introducing EcoMark Natural Branding to the Australian market. The technology is designed to provide a non-contact labelling technique that creates an image on the peel of food produce — a high-resolution laser removes colour from the fruit or vegetable’s outer layer of skin, and acts like a tattoo on a variety of goods. The technique doesn’t use ink and can provide an alternative to produce unit labelling such as fruit labels.


Suitable for use on any food with a robust skin, the laser technology doesn’t require a labeller or consumable. Some examples of applications include: apple, avocado, apricot, banana, passionfruit, corn, capsicum, cabbage, eggplant and many more.
The laser is used for the marking, which can include branding, SKU level identification, traceability and authenticity. The system simply depigments the uppermost cell layer of the fruit’s skin and removes the outermost layer of skin, which is designed to preserve the fruit and vegetable’s integrity.

Due to its adaptability, the system can also be suitable for conventional goods such as bread, biscuits, chocolate and other confectionery products.
The machine is available in two model series in terms of technical specifications — Light and Professional — both of which are simple to operate.
Result Packaging Pty Ltd www.resultgroup.com.au
Clear film for labels
Innovia Films is launching Rayoface CSA46, a clear, oneside gloss coated BOPP film that is suitable for use in food and beverage or household and personal care applications.
The 46 micron film is approximately 10% thinner than most facestock films, giving it a higher yield and an improved carbon footprint.
Rayoface CSA is a high-clarity and low-haze film that gives enhanced product visibility and the ‘no-label look’ appearance.
The material has a wide print window and is suitable for printing with flexo, gravure, screen offset and letter press, and also with UV, low-migration and water-based inks.
Features include good cold foil adhesion and appearance, which allow for eye-catching graphics and label designs.
The material has EU food contact compliance.
Innovia Films Pty Ltd www.innoviafilms.com
Slimline pushbutton unit
Safeguarding using safety gates is essential where palletisers and robots encounter humans during packaging. With the pushbutton unit PITgatebox, users can easily control safety gate switches and systems with flexibility. The robust control unit with various combinations of pushbuttons, key switches and E-STOP pushbuttons gives users for their individual application.
Another added safety factor is the integration of PITreader which enables user authentication. User permissions are checked via RFID key before the gates are operated. This ensures that the right group of people has access to the plant, based on qualifications and the tasks of the relevant personnel.
With PITreader, commands such as activate, stop or reset machine can be controlled based on successful authentication. As a result, packaging machines are provided with protection against misuse or even manipulation. The control unit can be installed quickly and easily on standard profile systems thanks to the slimline design.
Pilz Australia Industrial Automation LP www.pilz.com.au

46 www.foodprocessing.com.au January/February 2023
Passionfruit antioxidant for edible food coatings

The high antioxidant and polyphenol content in passionfruit peels shows potential as a way to preserve fresh fruits and fresh cuts of fruit in an edible food coating, according to research from the University of Johannesburg. Such a coating could be used to reduce spoilage and plastic packaging in supply chains.
The researchers extracted, micro-encapsulated, freeze-dried and powdered passionfruit (Passiflora edulis Sims) peels from an organic farm. Their analyses showed the powders have the properties needed for an edible food coating and could also be used as functional ingredients in natural food additives.
Prof Olaniyi Fawole, from the University of Johannesburg, said if you coat the product with the powder, it creates a barrier that can reduce the interference from a high oxygen atmosphere, similar to how plastic works. “Dehydration is prevented because the coating keeps the moisture on the inside.”
However, any such coating needs to have high antioxidant content to help prevent spoilage due to oxidation and should also contain antimicrobials. An edible coating should not interfere with the colour, appearance or taste of the product.
Fresh cuts of fresh fruits, which spoil even faster than whole fruit, are exposed to far more microbes and dehydration, so they could benefit even more from such a coating.
Developing the powder
The microencapsulation process used by the researchers preserved high antioxidant and polyphenol content from the passionfruit peels. This is significant, because antioxidants and other bioactive compounds are easily destroyed by industrial processes, pH, high storage temperature, oxygen, light, solvents and metal ions.
The researchers used one of three carriers for the microencapsulation: gum arabic (GA), maltodextrin (MT), or waxy starch (WS). When they measured the encapsulation efficiency (EE) of the three carriers, they found EEs from 82.64 to 87.18%. This indicates that antioxidants and polyphenols should be well preserved within the microcapsules of the coated powder particles.
Then they analysed each encapsulated powder in turn for antioxidants and polyphenol content.
Phytochemicals such as polyphenols are numerous in plants, and no single analysis can describe the antioxidant content of the powders. Instead, the researchers used two analyses to indicate to what extent the encapsulation process affected the antioxidant activity of the bioactive compounds contained in the microparticles.
The first, DPPH radical scavenging activity showed that all three carriers possessed 45.85 to 51.29 mM Trolox Equivalent (TE)/ g DM (WS).
The second, ferric reducing antioxidant power (FRAP), showed that the carriers possessed 32.30–37.47-mM TE/ g DM.
Trolox is a synthetic water-soluble antioxidant, and it has been used as a standard antioxidant for these antioxidant assays.
“The results mean that the encapsulated powders could be viable alternatives to synthetic antioxidants and can provide valuable properties such as antibrowning and anti-senescence behaviour. They also offer the additional benefit of being edible,” Fawole said.
To identify which polyphenols are present in the microencapsulated powders, the researchers ran metabolomic analyses, using liquid chromatography mass spectrometry (LC-MS).
Commercially important polyphenols preserved in the microencapsulated powders at useful levels are vanillic acid glucoside, quercetin, citric acid, gluconic acid and caffeic acid.
“An edible coating or natural food preservative may be potent, but if its raw material is not stable, it is useless. For example, if it is hygroscopic, meaning it absorbs moisture, it is not suitable for industrial scale applications,” Fawole said.
“These microencapsulated powders are non-hygroscopic, for all three carriers. If these are well-packaged, and stored cool and dry, they should last up to six months. Also, you can open up a container, use what you need, close the container, and the rest will be stable. It won’t be necessary to use the contents of an entire container in one go.”
Overall, the detailed laboratory results indicate that microencapsulated powders from passionfruit peels are suitable as an active ingredient in edible food coatings, and natural food additives, particularly for ‘naked’ fresh and cut fruits.
The findings of the research study are published in the journal Antioxidants.
47 www.foodprocessing.com.au January/February 2023 PACKAGING & LABELLING
iStock.com/Everyday better to do everything you love
PACKAGING & LABELLING
Paper packaging turnkey solution
The KHS paper packaging retrofit option for existing KHS Innopack machines can be used to cover cans and other items in paper packaging.

The use of paper packaging is environmentallyfriendly and manufacturers with existing machinery in place can retrofit their equipment to swap to this mode of packaging without a complete factory redesign, to easily boost sustainability. Consumers are increasingly becoming interested in sustainable methods of packaging and may be keen to access products using paper.

This retrofit option can be used to permanently switch the mode of packaging from shrink-wrapped plastic to paper, where the tunnel shrink wrapping machinery is replaced to only use the gluing and folding of paper. However it can also be used as a mixed mode for those manufacturers interested in using both paper and plastic at once or in keeping their packaging options open.
The retrofit conversion can be utilised by old or new machines. It can be used to package all sizes of beverage and food cans, beverage cartons, cylindrical and quadratic packaging options and other pre-packaged products. It is also faster, cheaper and more sustainable than buying an entirely new set of machinery for packaging.

KHS Pacific Pty Ltd www.khs.com
Heating systems for thermoforming packaging machines
GEA’s PowerHeat heating systems for thermoforming packaging machines have been specifically designed to deal with recyclable packing, which place special demands on the heating systems required for the thermoforming process. The systems are designed to help make using mono-materials easier and safer without sacrificing performance. In terms of sustainability, the system also offers energy-saving heating, without compromising on the standard of packaging quality and product safety.
The PowerHeat Z zone heating system regulates the temperature in different zones of the heating plates independently of each other, ensuring that each individual package is evenly formed up to the edges. The benefits of energy-efficient heating can be seen when using mono-packaging materials such as mono PP or mono PE.
The PowerHeat M matrix heating system can be used to set customised package-specific temperature profiles. The product is effective when using multilayer films as well as mono-materials. This is because the film thickness of the packaging materials can be reduced without negatively impacting packaging functionalities such as residual film thickness and barrier properties. In addition, energy costs are reduced as long heating times are lowered and operating temperatures are reached. Fast control processes and precise adjustment of temperature fields avoid the temperature overshoots of traditional heating systems, which can be detrimental to some packaging materials. The heating system is also designed to increase packaging output and capacity.
GEA Group
www.geagroup.com.au
Lightweighting technology for PET
Amcor Rigid Packaging (ARP) has developed a two-step lightweighting technology that is claimed to eliminate more than 50% of the material and weight in the finish of the bottle. ARP’s Quantum technology for polyethylene terephthalate (PET) bottles is designed to deliver sustainability benefits, lower cost and improve packaging appearance.

By removing more than 50% of the material and weight from the finish, the Quantum technology is designed to reduce manufacturing costs and GHG emissions. The company said this can result in energy savings and lower carbon emissions compared to bottles with a traditional finish. The technology also allows for up to 100% recycled material use and provides a fully recyclable package.
Initially developed for the spirits industry, the Quantum finish technology can be used for packaging in multiple segments including health care, home and personal care, food and dairy.
Amcor Global www.amcor.com.au
48 www.foodprocessing.com.au January/February 2023
Lidding film range




Global flexible packaging supplier KM Packaging is launching a range of sustainable lidding film solutions for the Australian market.

The range is designed to help users meet their commitments to the National Packaging Targets, the implementation of which is being led by the Australian Packaging Covenant Organisation (APCO).
The products fall within four sections, spanning KM’s existing comprehensive K-Peel, K-Seal, K-Foil and K-Reseal lidding ranges, and include:

REDcycle — Cold peelable combinations of PE and PPs, which are sealable to PET, PP and pulp/fibre trays. They are PREP tool approved for return-to-store recycling.
PCR — Cold peel and weld mono PET films containing a minimum of 30% post-consumer recyclate, suitable for sealing to PET, PP and smoothwall aluminium trays.
Compostable — Peel and weld seal to PET and pulp/fibre trays. Certified home compostable to Australian AS-5810 standards.
Tethered — PET lidding film solutions suitable for tethering to rPET and aPET trays for kerbside recycling.

All of the structures — which are suitable for the fresh produce, protein and ready meal sectors — can be used in top-seal lidding applications to form pre-made pouches and for flow wrap through FFS machines. The films can also be printed or perforated, depending on the need.

The launch is being led by John Shipley, KM’s Business Unit Director for Australia and Europe, who is introducing the new range to the market in person through to 19 November.
As well as being a REDcycle partner, KM Packaging is a member of APCO, which is committed to achieving the 2025 National Packaging Targets that include 100% reusable, recyclable or compostable packaging.


The range of sustainable lidding film solutions is also being made available in other regions, including Europe where CEFLEX have primarily focused and encouraged the use of PE- and PP-based solutions in achieving circularity for flexibles.
KM Packaging Services Ltd www.kmpackaging.com
49 www.foodprocessing.com.au January/February 2023
PACKAGING & LABELLING
PACKAGING & LABELLING
Inline gas analysers for MAP packaging machines
The WITT MAPY inline gas analysers are designed to simplify quality assurance during modified atmosphere packaging. The analysers can continuously monitor the gas composition during packaging, directly in the packaging machine. This can help to reduce costs by simultaneously optimising the amount of gas used.

The analysers allow the quality checking of the entire output of a packaging machine in real time during the packaging process. Another advantage is that any malfunctions are detected directly and can be corrected.
There are two analysers in the range: the MAPY LE for flow packing machines with continuous gas flushing, and the MAPY VAC for tray sealing and thermoforming packaging machines with intermittent gas flushing.
In the case of flow packing machines, a sample is continuously drawn from the closing form fill and seal bag by means of a lance during the introduction of the protective atmosphere, and compliance with the desired gas mixture is monitored by the MAPY LE.
The MAPY VAC analyses the inflowing protective gas directly in the sealing tool during the cycle of the packaging machine. If the adjustable limit values for O2 or CO2 are breached, MAPY VAC and LE sound an alarm or stop the packaging machine directly. The whole process takes place automatically and at maximum speed. This results in a complete and non-destructive inline quality control.
Both analysers are compact devices in hygienic stainless steel casings. The digital control system drives everything, including the communication with the gas mixing unit. The analysers can be integrated into the network via an Ethernet interface. All processes and results are stored internally and can be exported.
Niche Gas Products www.nichegas.com.au

E-commerce packaging machinery

Hugo Beck’s servo X e-com range is suitable for a range of applications such as the direct dispatch of individual goods, packing multi-pack products or meeting the requirements of returned goods packaging.
With a demand in sustainable film packaging, it is designed to ensure products are packed with the lowest amount of material needed, automatically adjusting film bags with four sealed sides to the product’s length and width. It is capable of processing a diverse range of recyclable material types, from PE flat films from 30 to 100 µm thickness, to recycled content films which can contain up to 80% post-consumer recycled (PCR) material.
To ensure efficiency, a scanner with a controller for product detection and creation of a shipping label is built in, which is continuously dispensed directly onto the film without an external applicator, maintaining high speeds. This labeller is movable, and various machine parts are easily accessible.
The packaging machine includes the option to add an easyopening perforation to the bags as well as inserting a doublesided adhesive tape for resealing a bag for returns and adding a carry handle.
It is industry 4.0 ready and syncs with ERP or control systems enabling integration within a production line. As an option, it can be supplied with the Hugo Beck Cockpit software which monitors and analyses the machine’s performance and operating data.
Hugo Beck www.hugobeck.com/en/
Recyclable packaging polymer
UK headquartered Aquapak has developed a polymer called Hydropol, which is designed to have all the key functional properties required for packaging while increasing recycling and reducing plastic pollution polymer.
Based on polyvinylalcohol (PVOH), the product is biodegradable and compostable, non-toxic to the environment and marine-safe.
The product is designed to be capable of replacing ethylene vinyl alcohol (EVOH) in many applications. When extrusion coated or laminated onto paper, it adds strength and barriers to oxygen, oil and grease, and its solubility allows 100% paper fibre recovery through paper recycling mills.
Suitable for a range of products, including packaging for dried pet food, snacks, cooked meat and convenience food, the product is being showcased at the K Show event in Germany during October 2022.
Aquapak www.aquapakpolymers.com
50 www.foodprocessing.com.au January/February 2023
CASE STUDY
Chocolate bars to be wrapped in paper
Mars Wrigley Australia has announced that all Australianmade chocolate bars will be wrapped in paper-based packaging that can be recycled via traditional kerbside recycling. The shift to paper-based packaging will be seen on the company’s Mars Bars, Snickers and Milky Way as of April 2023.
“As one of the largest snacks and treats manufacturers in Australia, Mars has a responsibility to reduce our environmental footprint right across our business, including packaging. The launch of our new paper-based packaging is a significant step for us towards our local and global packaging targets,” said Andrew Leakey, Mars Wrigley Australia, General Manager.
Mars Wrigley is set to eliminate more than 360 t of plastic from its value chain once fully transitioned to paper-based packaging. This will contribute to its aim of creating a circular economy and achieving Australia's 2025 National Packaging Targets.
A result of extensive R&D trials and locally driven innovation from Mars Wrigley’s manufacturing site in Ballarat, the sustainably sourced packaging is widely recyclable through comingled recycling bins and paper/cardboard recycling bins across Australia, enabling consumers to easily recycle the packaging via their kerbside recycling bin.
“Mars’ ongoing investment in local R&D has allowed us to be agile and create solutions that have a positive impact on our environment, meet our stringent quality and food safety standards but are also convenient for our consumers to recycle via kerbside recycling. This was crucially important for us as we wanted to ensure consumers had easy access to recycle our new paper-based packaging,” Leakey said.
The Ballarat-based R&D team leading this project is pioneering paper-based sustainable packaging solutions for
Chris Foley, CEO of APCO, said Mars Wrigley’s new packaging was a prime example of innovation within the food industry to meet packaging targets.
“Mars Wrigley’s switch to paper-based packaging sets an excellent example to all businesses in Australia of the critical role innovative packaging formats that are more readily recyclable play in meeting the 2025 National Packaging Targets.
“The incorporation of our Australasian Recycling Label (ARL) on Mars Wrigley’s paper-based packaging will also help to provide clear instructions to consumers on how to recycle with both ease and confidence,” Foley said.
The CEO of FSC Australia and New Zealand, Melanie Robertson, said, “Mars Wrigley’s transition to FSC-certified paper packaging sends an essential message about the importance of choosing forest-friendly alternatives to singleuse plastics. FSC ANZ is proud to partner with Mars Wrigley and congratulates them on this demonstration of support for the responsible management of the world’s forests.”
As part of the company’s commitment to its $1bn Sustainable in a Generation plan, Mars Wrigley is committed globally to supporting and creating a circular economy where packaging never becomes waste.
Mars Wrigley’s paper-based packaging will be available on 47 and 64 g Mars Bars, 44 and 64 g Snickers and Milky Way 45 g at all leading supermarkets and convenience stores nationally from April 2023.

51 www.foodprocessing.com.au January/February 2023
the Mars Wrigley business globally. The technology, learnings and insights developed and deployed locally in Australia will be shared and implemented in other Mars Wrigley markets across the globe.
PACKAGING & LABELLING
PRODUCT DEVELOPMENT & TESTING
Lightweight wine packaging developed in South Australia
Endeavour Group’s wine-bottling and packaging arm Vinpac International and sustainable packaging solutions provider Orora have collaborated to develop a wine bottle in South Australia that can help producers reduce packaging and emissions.

The lightweight Reverse Taper bottle weighs 420 g — which is 195 g less than a standard Reverse Taper bottle, equating to an 18% reduction in emissions. In addition, bottles from the Orora Gawler facility where this bottle is produced had a recycled glass content of approximately 38% over the 2022 financial year.
The bottle is designed to be wider at the shoulders than at the base to provide a premium option for the wine industry.
“Historically, heavier glass and deeper punt have been used for premium wines so when developing this new option, it was important to keep the same look and feel for that premium touch,” explained Orora Glass National Account Manager Chris Blanchard.
Endeavour Group’s products and services arm Pinnacle Drinks will be making the switch to the new bottle with several wine ranges, including La Poco Tempranillo and Grenache, Old Fat Unicorn Tempranillo and Cat Amongst the Pigeons Tawny.
“We are excited to be among the first to market to use this new sustainable bottle. Moving to this new Reverse Taper lightweight bottle will help us decrease our carbon footprint even further and will provide significant environmental benefits and cost savings,” said Pinnacle Drinks Director Paul Walton.
The bottles are manufactured at Orora’s facility in Gawler, South Australia, and are available to wine producers from Vinpac International.
“We are excited to be able to offer significant environmental benefits and cost savings for our customers with this new, innovative lightweight bottle,” said Vinpac International Commercial Manager James Vallance.
Last year, Vinpac and Orora also partnered together on a lightweight 750mL sparkling bottle.
Nestlé has developed a powdered, shelf-stable, plant-based protein blend to complement egg dishes. The product is versatile and may be used alongside and as a substitute for some eggs in dishes such as scrambled eggs, omelettes or baking.

According to Torsten Pohl, Head of Nestlé’s Product and Technology Centre for Food, the soy-based alternative contains an equal amount of protein to eggs and a reduction in saturated fats and cholesterol at a lower cost when compared to using more eggs instead. It is also fortified with iron to address one of the main micronutrient deficiencies.
Under the Malher brand, the product is being tested in Central America in a limited number of stores before being further rolled out across more markets in Latin America. Lourdes Muñoz, Regional Manager for Central America at Nestlé, said eggs dishes are a major source of protein for many in Central America, and the new product can provide a sustainable alternative.
Kerry has announced a commercial agreement with Japan-based Kameda Seika to market and distribute the company’s rice-derived postbiotic across a range of applications in Europe and the Americas.
Kameda Seika is a global rice cracker company that has researched rice-based lactobacillus for over 25 years. Its postbiotic Lactobacillus K-1 (Lactobacillus casei subsp, 327) is claimed to improve both digestive and skin health and can be used in food, beverages and supplements.
Postbiotics are the metabolic by-products of fermentation. They offer similar functionality to probiotics and are backed by growing clinical evidence. Manufacturers may use them as a heat- and acid-stable healthenhancing ingredient.
Kerry will leverage Kameda’s technology portfolio, application expertise and commercial footprint to drive the commercialisation of the technology to reach users outside of Japan.
Lactobacillus K-1 was tested in a randomised, double-blind, placebocontrolled study which found that it may improve digestive health. Results were further supported by additional scientific data which found that it may improve gut and skin health.

52 www.foodprocessing.com.au January/February 2023
NEWS Kerry announces licensing agreement for rice-derived postbiotic
iStock.com/Elena Nechaeva iStock.com/vaaseenaa
Nestlé launches plant-based egg alternative
An HRS MI Series heat exchanger is used to cool the processed material after direct steam injection.
Direct steam technology expands production capacity
A leading Israeli dairy producer has expanded its production capacity for plant-based drinks with the installation of an HRS DSI Series pasteuriser as part of a new production facility to process raw ingredients. Before this, the company had to import part-processed products from an associated facility in Europe.
The client is one of the largest dairy and food companies in Israel and, having previously brought in plant-based drinks in bulk from an associated European company for bottling, in 2021 they invested in a new production line to allow them to process raw materials (such as oats, soybeans, coconut and hazelnut) inhouse as part of an expansion of their dairy alternatives business. Consequently, the new production facility includes many elements including grinding, extraction, and bulk supply for bottling elsewhere. The HRS DSI (Direct Steam Injection) forms part of a complete UHT (ultra-heat treatment) system supplied by HRS for integration into the new production facility.
One of the challenges was the space available for the UHT portion of the production facility. HRS was able to design a complete, cost-competitive heat treatment solution based around the HRS DSI and other heating and cooling technologies, which was skid-mounted to facilitate installation and commissioning in the available space.
Direct steam injection provides a number of advantages over traditional UHT systems

based on heat exchangers, particularly when it comes to the viscous nature of plant-based ‘milk’ drinks. The biggest advantage is in terms of speed, with direct injection taking a fraction of the time to heat (and then cool) the product compared to other methods of pasteurisation such as indirect heating using heat exchangers. This matters as the faster the product is heated and cooled, the less impact the heat has on the product — in the case of plant-based drinks, this can include discolouration, caramelisation, and the introduction of off-tastes.
“With direct steam injection you get a sudden and immediate increase in temperature,” explains Francisco Hernández Ortiz, food business development director at HRS Heat Exchangers. “We have a standard pre-heating phase using an HRS MI Series heat exchanger which takes the product to 80°C, and we then inject the steam which immediately increases the product temperature to 140°C. A flash cooler is then used to return the product to 80°C within a few seconds, so the heat has time to pasteurise the product, but other heat effects, such as caramelisation, do not have time to occur.” After this, chilled water and a glycol solution are used to cool the product to the final temperature of 4°C.
A second major advantage of using steam injection rather than traditional heat
exchanger technology is that it avoids issues with fouling of the heat exchanger, which can be a problem with the viscous nature of some plant-based drink products. “As there is no heat exchanger, there is no surface and so there is no fouling,” says Francisco.

The HRS equipment was delivered in early September 2021, although delays with other parts of the line meant that it was not installed immediately. HRS pre-commissioned the unit onsite from late November, but before final commissioning using actual product could take place, a COVID outbreak closed the Israeli border to all travellers.
“The way the HRS DSI Series and associated equipment is designed meant that we could undertake the necessary commissioning work remotely, so that the unit was operational by January 2022,” explains Francisco. “I then visited in person in March to carry out a few final pieces of commissioning and since then the unit has been running without any issues.”
HRS Heat Exchangers Pty Ltd www.hrs-heatexchangers.com/anz

SPONSORED CONTENT
Direct steam injection provides a number of advantages over traditional UHT systems.
Sequential measurement of salt and acidity from one sample
Salt in food

Whether a hobbyist or food scientist, many are involved in food quality and safety using a variety of analytical techniques to create safe, stable and, most of all, great tasting foods.
Sodium is a mineral that is present in many foods and beverages, most commonly in the form of sodium chloride, or salt. Sodium-containing compounds are often added as an ingredient for the purpose of extending the shelf life of the final product by inhibiting microbial growth, improving texture and appearance by retaining moisture and increasing product stability, and improving flavour by promoting desired tastes while masking off-flavours. A small quantity of sodium is needed in one’s diet to aid in bodily functions, but consuming
54 www.foodprocessing.com.au January/February 2023 PRODUCT DEVELOPMENT & TESTING
Analytical testing is a cornerstone of the food production process.
too much sodium poses significant health concerns, such as hypertension (high blood pressure) and osteoporosis. Due to its hypertensive effects, sodium is one of the minerals that appear on product labels for people who must watch their dietary intake.
Several instrumental methods are available for determining sodium concentration in foods and beverages. For binary solutions, sodium content can be inferred by measuring salt with a refractometer or an electrical conductivity (EC) meter. For more complex foods and beverages, sodium can be measured directly with a sodium ion selective electrode (ISE), indirectly with a chloride ISE or by potentiometric titration of the chloride ion to infer NaCl. Other methods that directly measure sodium, including inductively coupled plasma mass spectrometry (ICPMS) and flame atomic absorption spectrophotometry (FAAS), provide highly accurate results at low concentrations, but the sophisticated technology is very expensive.
Acidity in foods
Acidity in food and beverages is an important factor for the taste and composition of many products. Different from pH, which simply indicates whether a substance is an acid or base, acidity indicates the concentration of the acid in the solution. The total acidity is typically expressed as the predominant acid. For example, the predominant acid in orange juice is citric acid. Other common organic acids include malic, lactic, tartaric and acetic acids. These organic acids play a primary role in the taste of the final product by promoting a tart or sharp flavour as well as ensuring consistency of product for
the food manufacturer so as to maintain a flavour that is associated with the brand. Some foods naturally have a high acidity, such as citrus fruits or tomatoes. Acidity can also be produced through microbial fermentation, such as in yoghurt.
Acidity of a substance is determined by titration; a base of a known concentration is added to a sample until all acids in the sample have been reacted with. The AOAC Method 942.15 is commonly used to measure the titratable acidity of various fruit products to a pH endpoint of pH 8.1. The AOAC Method 947.05 is used to determine the acidity of milk, which is reported as % lactic acid. This method specifies using a colour indicator or a pH electrode and meter to determine a pH endpoint of pH 8.2 or pH 8.3. The advantages of utilising a pH electrode over a colour indicator are that colour changes are subjective, especially when working with an opaque sample such as milk. Utilising a pH meter or automatic titration system provides improved accuracy and repeatability for acidity determinations in food and beverages.
Why measuring salt & acidity matters

Australian regulatory bodies and agencies have established criteria for nutrient content claims regarding the sodium content of foods. In terms of titratable acidity, there are guidelines as to the type of acid expressed as well as the value allowed for each food type.
The quality of analytical data depends on proper sampling, appropriate method selection, and effective execution. Although there are multiple methods available for measuring salt and acidity, the easiest way to obtain accurate results for a sauce or semi-solid product is by automatic titration using Hanna Instruments’ HI932 automatic potentiometric titrator. Food manufacturers will often use automated titration as their testing tool due to the consistent and accurate results it produces, as well as the ability to optimise methods and increase efficiency.
Hanna Instruments Pty Ltd www.hannainst.com.au

55 www.foodprocessing.com.au January/February 2023
PRODUCT DEVELOPMENT & TESTING
iStock.com/baspentrubas
PRODUCT DEVELOPMENT & TESTING
An invisible boost for food
Increasing the fibre content of food products by more than 10–20% while also maintaining pleasant taste and texture is a challenge across the food industry. Some foods with added fibre can have a tough texture or different flavour to the original product.
Now scientists have converted native starches, such as cassava, wheat and maize, to dietary fibre that can be added to foods to make them healthier without changing their texture, colour or taste.
Researchers at RMIT University worked with Microtec Engineering Group, a technology-based engineering company that supplies starch processing equipment, to develop the starch-based product, called FiberX, which resists digestion in the human gut, just like fibre.
Not only is FiberX smooth and tasteless, but it’s also suitable for fortifying low-calorie and low-GI foods and can be gluten-free, or for adding to low-fibre foods such as white bread, cakes, pasta, pizza and sauces to make them healthier.
The project lead from RMIT’s Food Research and Innovation Centre, Associate Professor Asgar Farahnaky, and his team used advanced starch modification technology with approved foodgrade materials to create what is described as an ‘invisible fibre’.
“We can now add extra fibre to foods like white bread and other staples without changing the taste or texture, which has been one of the main issues with many commercially available fibre supplements to date,” he said.
“Our product is not even noticeable once added. It’s just like a parent hiding vegetables in a child’s meal to make it more nutritious.”
As part of the research, Farahnaky’s team conducted taste tests and texture analysis on bread and cakes with varying amounts of added FiberX. They found they were able to add up to 20% fibre to food while maintaining the original taste and texture of the product.
“This new technology means we can increase the amount of fibre that goes into the food so we can receive our recommended daily intake, even while consuming less foods, which has potential to help with weight management and diabetes,” he said. How does it work? Co-researcher and Vice-Chancellor’s Senior Research Fellow, Dr Mahsa Majzoobi, said the structure of starch was modified on a molecular level and tested to see how it reacted with digestive enzymes.
“Once the resistant starch goes through this process, it needs to have high levels of resistance to be counted as a successful conversion to dietary fibre,” she said.

Using this new technology, the team can convert more than 80% of starch into dietary fibre, Majzoobi said.
FiberX was tested using internationally approved methods at RMIT and the accredited Australian Export Grains Innovation Centre.
Farahnaky said his team are now looking at the next phase of FiberX technology, which will use green alternatives to convert starch to fibre.
Reducing food waste
Farahnaky said beyond the health benefits, FiberX technology also had the potential to improve supply-chain challenges and reduce food waste.
“Australia currently exports large amounts of grain for creating value-added products, such as plant-based meat. We then have to import these products back to Australia and wait for them if there are delays in the supply chain, as we saw with COVID,” Farahnaky said.
“Instead of growing and exporting more grains, we should be using existing grains to create value-added products here in Australia.”
To do this, Microtec and RMIT’s Food Research and Innovation Centre have also partnered with the Fight Food Waste Cooperative Research Centre to stop starch and fibre-rich by-products of plant protein production from going to waste.
Australia currently produces 5000 tonnes of pulse protein a year, which generates 30,000 tonnes of waste.
Farahnaky said by processing this waste into dry pulse starch, FiberX technology can convert the starch to fibre on a large scale.
“Not only will this partnership help reduce food waste on a massive scale, but it will lead to creating new premium food products that are high in dietary fibre,” he said.
With the help of Microtec, FiberX technology is now ready for the food industry to use for large-scale production of dietary fibre.
56 www.foodprocessing.com.au January/February 2023
iStock.com/Pinkybird
thinkfood LIVE: food industry event set to take place in 2023
A new industry event is planned for the food and beverage space in 2023. Called thinkfood LIVE, the event is designed to connect food professionals with suppliers to help kick-start new product developments (NPDs) or breathe new life into existing products.

Being held at Carriageworks in Redfern, Sydney, the event will take place from 25–26 October 2023.
“thinkfood LIVE is a brand-new event concept focusing on ingredients, technology and creative services,” said Siobhan Rocks, Commercial Director at Diversified Communications Australia. “This event concept is unique to Australia so it’s an exciting and innovative opportunity for all to connect. We have developed this forum due to overwhelming demand from businesses eager to connect with the right channels to take their new product development to the next level.”
Automated chromatography sample preparation system

The Thermo Scientific EXTREVA ASE Accelerated Solvent Extractor can automatically extract and concentrate analytes of interest from solid and semi-solid samples in a single instrument, eliminating manual sample transfer for a walk-away sampleto-vial workflow.

The system can also perform four sample extractions and concentrations in parallel, improving sample throughput and laboratory productivity for environmental, food and biopharmaceutical testing. Analytical labs extracting from solid or semi-solid matrices can pair the sample prep instrument with gas chromatography (GC), GC-mass spectrometry (MS) or liquid chromatography (LC)-MS systems.
Thermo Fisher Scientific thermofisher.com
With a focus on ingredients, flavours and creating brands, the event exhibitors will also cover other key areas associated with product development such as packaging, design and test kitchens.
The event organiser is also working with associations AIFST and AIP to develop a content program that will support NPD trends.
The inaugural event is holding a launch party on Wednesday, 30 November 2022 at Carriageworks from 5 to 6.30 pm. Keynote speaker at the party will be Becky Mead, Managing Director of PLAY, who will be presenting the topic ‘How to predict FMCG trends without going around the bend’.
For more information about the event, visit: https:// thinkfood.com.au/.
Fume hood
The UniFlow CE AireStream is a full-duty fume hood in a compact size, which is claimed to provide 50% energy savings over conventional hoods.
The hood is equipped with the vector slotted rear VaraFlow baffle system.
CE fume hoods are offered in 30, 36, 48 and 72 ″ widths and can be equipped with a wide selection of accessories to meet a user’s specific process needs.
CE fume hoods are constructed totally of composite resin for good chemical resistance and can be supplied with or without an exhaust blower in standard or explosion-proof models.
HEMCO is an ISO 9001:2015 Certified Company. HEMCO Corporation www.hemcocorp.com
57 www.foodprocessing.com.au January/February 2023
PRODUCT DEVELOPMENT & TESTING
iStock.com/Prostock-Studio NEWS
What’s new
Grown-up sweet treats, lollipop custard and grapeskin wine are some of the products hitting the shelves in time for summer.
Grown-up sweet treats
Bailey’s and Sara Lee have teamed up for a multiyear partnership. The first desserts released from the range are a baked cheesecake and a chocolate pudding, with Baileys-flavoured sauce and toppings. saralee.com.au
Bee-free honey

Fooditive will begin large-scale production of its bio-identical bee-free honey in 2023. The plant-based honey is made during a biotech process which replicates the metabolic processes that occur in the honeybee stomach. www.fooditivegroup.com
Grapeskin wine
Chapel Hill Winery has launched a canned, spritzy drink made out of wine waste. Garden Gris Piquette and Escape Room Piquette are made from pressed grapeskins and are intended to be a seltzer-like, refreshing beverage. chapelhillwine.com.au

‘Bean to bar’ plant-based chocolate
Alongside its plant-based chocolate bars, the Loving Earth plant-based product line has expanded to include superfood powders, grain-free cereals, nut butters, teas and drinking chocolates. lovingearth.net

Ice cream duos
Blue Ribbon has launched Delicious Duos ice cream, which mixes ice cream with crunchy pieces and swirls of sauce. It combines two complementing flavours in a single tub to create a dessert combination. streetsicecream.com.au/brands/blue-ribbon.html
Lollipop-flavoured custard
Chupa Chups has paired with Pauls to create a custard in its Strawberry Cream lollipop flavour. www.pauls.com.au

Advertising Sales Manager Kerrie Robinson Ph: 0400 886 311 krobinson@wfmedia.com.au
Nikki Edwards Ph: 0431 107 407 nedwards@wfmedia.com.au
If you have any queries regarding our privacy policy please email privacy@wfmedia.com.au
58 www.foodprocessing.com.au January/February 2023 Printed and bound by Bluestar Print Print Post Approved PP100007395 ISSN No. 1039-8414 NOTICE: All material published in this magazine is published in good faith and every care is taken to accurately relay information provided to us. Readers are advised by the publishers to ensure that all necessary safety devices and precautions are installed and safe working procedures adopted before the use of any equipment found or purchased through the information we provide. Further, all performance criteria was provided by the representative company concerned and any dispute should be referred to them. Information indicating that products are made in Australia or New Zealand is supplied by the source company. Westwick-Farrow Pty Ltd does not quantify the amount of local content or the accuracy of the statement made by the source.
Media
336
Unit
Byfield Street, North Ryde Locked Bag
2500
Assistant: Vanessa Boumelhem Publishing Director/MD: Geoff Hird Art Director/Production Manager: Julie Wright
Marija
Westwick-Farrow
A.B.N. 22 152 305
www.wfmedia.com.au Head Office
7, 6-8
2226, North Ryde BC NSW 1670 Ph: +61 2 9168
Editor: Carolyn Jackson wnift@wfmedia.com.au Editorial
Art/Production: Linda Klobusiak,
Tutkovska Circulation: Dianna Alberry circulation@wfmedia.com.au
Copy Control: Mitchie Mullins copy@wfmedia.com.au
YEARS CELEBRATING
Inspiring discovery...